1 概述
每隔一定时间或运行里程,动车组需进行例行检修。在检修过程中,发现个别铝合金轴箱体零部件安装面存在严重的锈蚀现象。目前,国内均采用机械方式去除锈蚀,一方面破坏轴箱体基材较多,容易导致轴箱体尺寸超差;另一方面作业耗时较多,检修成本高。本文采用激光清洗技术对铝合金轴箱体零部件安装面进行清洗,研究激光清洗技术对铝合金轴箱体零部件安装面的效果,并分析激光清洗技术对铝合金轴箱体基材性能的影响。
2 研究内容及讨论
2.1 激光清洗工艺
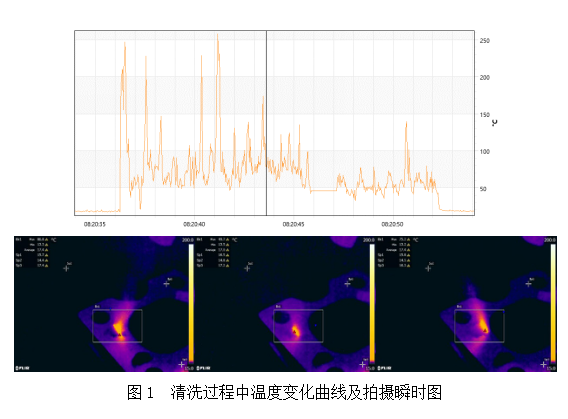
采用100W激光清洗机对铝合金轴箱体零部件安装面表面锈蚀部位进行清洗,激光清洗工艺参数见表1。由于锈蚀部位凹坑不均匀,需从四个方向对零部件安装面进行清洗,清洗时间约需15min。清洗过程中采用红外热成像分析仪对轴箱体零部件安装面表面温度进行检测,零部件安装面表面温度如图1所示,清洗过程中零部件安装面表面温度在50℃~100℃。清洗时零部件安装面温度较低,且清洗时间短,不会引起轴箱体显微组织改变。
表1 实验参数
| 功率 | 100W |
| 重复频率 | 70kHz |
| 扫描频率 | 260Hz |
| 扫描宽度 | 20mm |
2.2 清洗效果分析
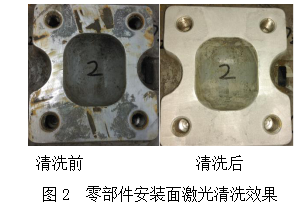
按表1所示的工艺参数对铝合金轴箱体零部件安装面进行清洗,清洗效果如图2所示,激光清洗后,零部件安装面表面锈蚀有效被去除,铝合金轴箱体零部件安装面露出金属光泽。
铝合金极易氧化,清洗前零部件安装面表面被氧化膜均匀覆盖,如图3所示。可以通过零部件安装面表面氧含量的变化评价激光清洗效果。激光清洗后,零部件安装面表面状态如图3所示。零部件安装面表面均匀的氧化膜被脉冲激光破坏,露出铝合金基材。
零部件安装面表面氧元素测试结果如表2所示。由表2可知,激光清洗前,氧元素占整体元素重量的8.31%,而激光清洗后氧元素占整体元素重量的3.31%,降至激光清洗前的1/3。表面元素分析结果表明激光清洗技术可以有效去除轴箱体零部件安装面表面氧化膜。
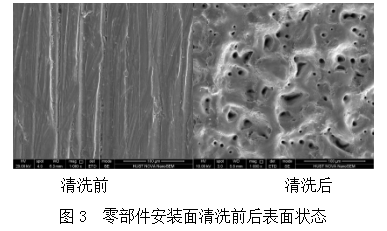
表2 清洗前后铝合金表面元素含量
| 元素 | 清洗前 | 清洗后 | ||
| 重量百分比(%) | 原子百分比(%) | 重量百分比(%) | 原子百分比(%) | |
| O | 8.31 | 13.72 | 3.31 | 5.61 |
| Mg | 2.22 | 2.42 | 1.02 | 1.14 |
| Al | 82.89 | 81.20 | 90.61 | 91.14 |
| Zn | 6.58 | 2.66 | 5.06 | 2.10 |
2.3 激光清洗对铝合金轴箱体性能的影响
2.3.1 单次清洗母材损失厚度
在铝合金轴箱体上切取清洗厚度测量试样并在试样上刻画基准线。清洗前后分别测量试样表面到基准线的距离,进而计算单次激光清洗铝合金母材损失厚度。测量结果如表3所示,单次激光清洗;铝合金母材损失厚度约为17.5μm,可忽略不计。且随着清洗次数的增加,母材损失厚度将逐渐减少。
表3 单次激光清洗母材损失厚度
| 序号 | 1 | 2 | 3 | 4 | 5 | 平均值 |
| 清洗前 | 1761.0μm | 1789.5μm | 1808.1μm | 1795.5 | 1787.5μm | 1788.3μm |
| 清洗后 | 1743.2μm | 1768.4μm | 1788.0μm | 1779.0μm | 1775.5μm | 1770.8μm |
| 损失厚度 | 17.8μm | 21.1μm | 20.1μm | 16.5μm | 12μm | 17.5μm |
2.3.2 金相组织
使用光学显微镜对激光清洗后的铝合金轴箱体试样进行金相观察,清洗后轴箱体显微组织状态如图4所示,在激光清洗后,基材表面呈现处层状分布的硬化层,硬化层厚度约为9~30μm。硬化层呈压应力状态,可以略微提高铝合金表面硬度,并对铝合金抗氧化能力有一定的提升作用。
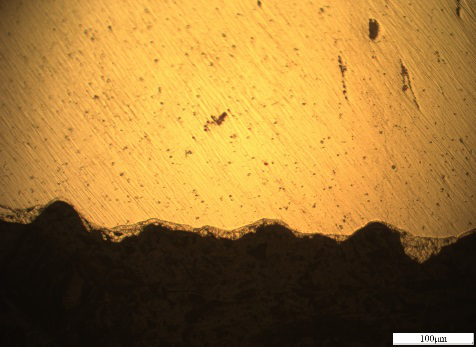
图4 清洗区域截面金相图
2.3.3 硬度
使用维氏显微硬度计测量激光清洗前后的轴箱体零部件安装面的显微硬度,显微硬度结果如表4所示,清洗前工件表面硬度值平均为161.8HV,清洗后表面硬度值略有上升,平均值达到164.7HV。
表4 清洗前后表面硬度测试结果
| 序号 | 1 | 2 | 3 | 4 | 5 | 平均值 |
| 清洗前 | 166.1HV | 163.7HV | 156.6HV | 157.8HV | 164.9HV | 161.8HV |
| 清洗后 | 160.2HV | 168.7HV | 166.2HV | 166.9HV | 161.3HV | 164.7HV |
2.3.4 粗糙度
使用表面粗糙度测量仪测量激光清洗前后轴箱体零部件安装面的表面粗糙度,表面粗糙度结果如表5所示,激光清洗前工件锈蚀表面粗糙度值(Ra)平均为4.96,清洗后表面粗糙度值(Ra)平均为5.01,表面粗糙度几乎无变化。
表5 清洗前后表面粗糙度(Ra)测试结果
| 序号 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 平均值 |
| 清洗前 | 4.61 | 4.83 | 4.96 | 5.40 | 5.01 | 4.84 | 4.92 | 5.14 | 4.99 | 4.88 | 4.96 |
| 清洗后 | 4.86 | 5.26 | 5.17 | 5.09 | 4.86 | 4.95 | 5.04 | 4.84 | 5.22 | 4.79 | 5.01 |
2.3.5 拉伸强度
对激光清洗前后的轴箱体进行拉伸试验,分析激光清洗对轴箱体抗拉性能的影响,激光清洗前后轴箱体应力应变曲线如图5所示,激光清洗前,轴箱体母材的屈服强度平均为463.8MPa,抗拉强度平均为504.037MPa;经过激光清洗后的轴箱体母材平均屈服强度为472.788MPa,抗拉强度为512.077MPa。由以上实验结果可知,激光清洗后轴箱体母材的抗拉性能略有提升。
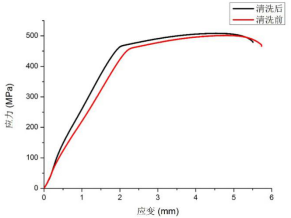
图5 清洗前后拉伸应力-应变曲线
2.3.6 弯曲性能
对激光清洗前后的轴箱体试样进行弯曲试验,压头直径为30mm,滚轴间距为46mm,测试结果如图6所示。将激光清洗前后的铝合金轴箱体试样弯曲180°,试样均无裂纹产生。经过激光清洗后试样的弯曲强度平均为1980MPa;未处理试样的弯曲强度平均为1780MPa。激光清洗后铝合金试样的最大弯曲服强度相比未清洗铝合金试样弯曲强度略有增加,弯曲性能良好。
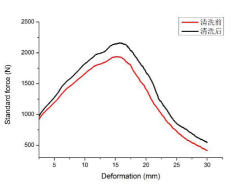

图6 弯曲试验应力-应变曲线及弯曲式样表面
3 结论
本文使用激光清洗技术对铝合金轴箱体零部件安装面进行清洗,研究了激光清洗技术清洗铝合金轴箱体零部件安装面的效果和效率,分析了激光清洗技术对铝合金轴箱体基材性能的影响,得出如下结论:
(1)激光清洗技术可以有效去除铝合金轴箱体零部件安装面的表面锈蚀,经过激光清洗后,零部件安装面露出金属光泽,表面氧含量下降为原来的1/3,清洗每个零部件安装面约需15min。
(2)单次激光清洗母材损失厚度约为17.5μm,清洗时,零部件安装面表面温度在50℃~100℃,清洗完成后,表面产生9~30μm的硬化层,有利于提高铝合金轴箱体的耐锈蚀能力。
(3)激光清洗对铝合金轴箱体基材硬度、粗糙度基本无影响,拉伸性能和弯曲性能略有提升。
参考文献
[1]和谐2C二阶段、380A(L)型动车组5级检修规程 铁总运(2014)16号.
[2]俞鸿斌.激光清洗应用发展现状及展望[J].电焊机,2014,(10).
[3]张岩.金属表面的激光清洗技术及应用[J].光机信息,2008,(25).
(作者牛富杰供职于中车青岛四方机车车辆股份有限公司)





