1 引言
随着消费观念的改变,车身的防腐蚀问题逐渐成为消费者日益关注按的品质问题之一,而电泳漆作为汽车防腐性能成为一个关键指标,电泳二次流痕问题则是影响车身电泳涂膜质量由来已久的问题。对于电泳二次流痕的解决,目前通常从钣金结构设计、冲焊工艺、电泳涂膜工艺、槽液成分等方面进行系统化深入分析,从源头避免电泳流痕的产生,避免后期产品定义和设备更改以及工艺调整带来的巨大成本投入和浪费。
电泳二次流痕是车身涂装常见的涂膜缺陷之一,其现象为电泳液在烘干过程中从车身的钣金搭接缝隙周流出,遗留在外表面造成漆膜缺陷,需要进行打磨处理,且发生频次高,不但影响电泳打磨暗灯,造成人员、物料的浪费,造成后工序的颗粒问题,而且破坏了电泳漆膜,影响整车防腐蚀性能。本文结合某微型货车车厢底板电泳二次流痕问题,从车身钣金结构设计优化方面对电泳二次流痕问题的解决进行分析。
2 电泳二次流痕的机理
电泳二次流痕,指经电泳湿膜状态下的表面完全正常,但经烘干后在结构的缝隙处产生的电泳流痕。对于车身来说,通常在包边或钣金配合的部分存在份缝隙,而水性电泳漆对清洗后的钢板浸润性较强,由于电泳液的表面张力产生的毛细作用,在钣金缝隙合适时电泳漆进入后克服重力并积存在缝隙内,即使经过电泳清洗后亦很难清洗完全,从图1可以看出,在烘烤过程中,随着电泳液温度上升,其表面张力随温度的上升而降低,当温度上升到一定程度,液体表面张力收到破坏甚至出现沸腾而不能克服重力时,电泳液就会流出缝隙而在车身表面产生流痕。因此,通常可从车身结构、制造精度和电泳工艺等方面来采取措施消除流痕问题。
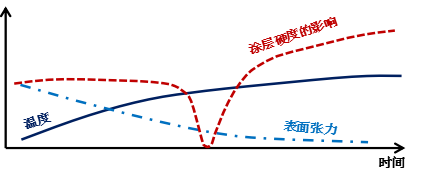
图1 烘烤过程中温度、表面张力、涂层硬度的影响
3 问题背景和分析
某微型货车在项目开发阶段过电泳涂装时发现车厢尾端梁区域出现严重的电泳二次流痕问题,如图1所示,为保证面漆的表面平整光洁,这些区域需要进行打磨处理,不仅增加了员工的工作量,也破坏了电泳漆膜的完整性,降低了电泳漆膜的防腐能力,造成车身早期锈蚀的隐患。
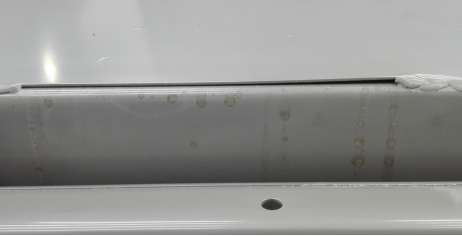
图2 电泳二次流痕示意
经调查分析,发现此处钣金零件的缝隙受零件配合、制造误差累计等因素影响,搭接区域不能完全贴合而存在一定缝隙,这些缝隙在电泳过程中很容易形成电泳流痕,并且不易形成完整、符合规定厚度要求的漆膜,使车身缝隙成为最易产生腐蚀的地方。所以需要消除车身缝隙才能从根本上解决此问题。
4 方案验证
对于容易产生电泳积液的部位,通常采取“疏”或“堵”的方式来解决二次流痕问题。“疏”——就是要求这些容易积液的部位要设计有良好的排水能力来排出电泳积液,特别是在车身进入电泳烘烤工艺之前就将缝隙中的积液及时排出,这就需要考虑到生产线的输送方式和爬坡角度,在车身结构适当的问题开排液孔。另外,在产品设计过程中,如果结构设计不合理就会容易造成涂装电泳流痕的产生。在车身设计阶段需要同时进行涂装工艺同步分析(SE),对于存在钣金配合缝隙不合理的部位进行优化,消除电泳二次流痕隐患。“堵”——就是在钣金搭接缝隙中增加涂胶或增加焊点等方式来消除车身缝隙。车身焊点与边缘距离会对电泳流痕的产生有影响,如果焊点位置紧贴边缘避免边缘缝隙的产生能够有效避免电泳流痕,如果焊点位置距离边缘较远容易产生缝隙,从而容易产生涂装电泳流痕。另外还有一个思路就是疏堵结合,例如在确保涂胶功能不受影响的前提下,取消一些影响电泳液体流出位置的涂胶,使电泳液有流出的空间。
本文中提到的某微型货车由于受限于车身结构设计影响,无法通过增加焊点的方式来消除此处缝隙,同时也无法增加排液孔来确保顺畅地排出积液,进而避免电泳二次流痕的产生。因此对于某微型货车尾端梁区域容易产生电泳积液的部位,本文从缝隙填堵和优化产品两方面进行了验证。
4.1 缝隙填堵
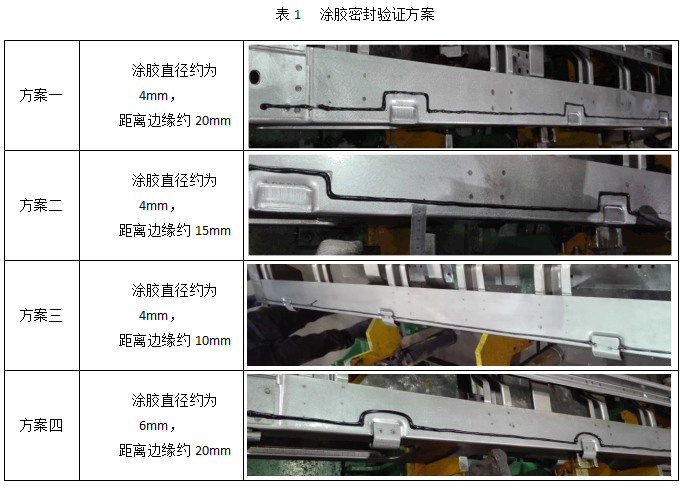
主要目的是使用点焊密封胶对零件配合间隙进行封堵。通过涂胶位置和涂胶量,使焊缝密封胶尽量填充满钣金配合的缝隙,从而减少涂装电泳流痕,主要的涂胶验证方案见表1。
涂胶密封缝隙的方案实施后,通过后续跟踪结果发现此方案能够大幅度减少此部位电泳流痕,如图3所示。

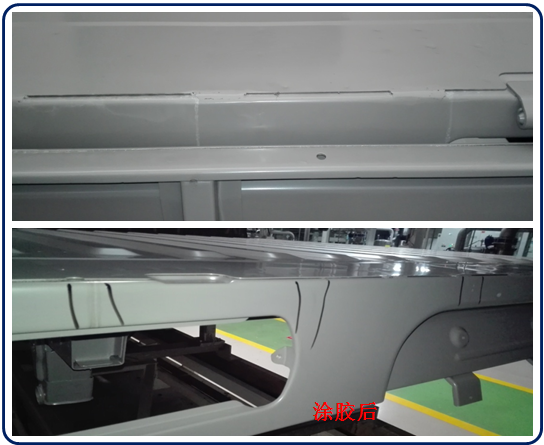
图3 涂胶方案验证对比
通过验证可知,在两个零件之间涂胶进行封堵缝隙可在很大程度上改善流痕问题,同时对缝隙腐蚀的问题也可以起到较好的防护作用。但在实施过程中,但在零件配合过程中,焊缝密封胶难以刚好完全填充钣金缝隙至边缘位置,又不会导致溢胶。虽然可以大幅度减少此部位的电泳二次流痕,但仍有部分不固定的位置存在流痕问题。而且由于涂胶长度长,且人工涂胶操作起来一致性比较差,涂胶容易溢胶,如图4所示,不仅会污染零件外表面,而且还会污染槽液,现场人员需要进行擦胶,不仅浪费材料,还大大增加了工作量,同时影响生产节拍。因此通过涂胶来进行缝隙填堵的方案不是最佳方案。
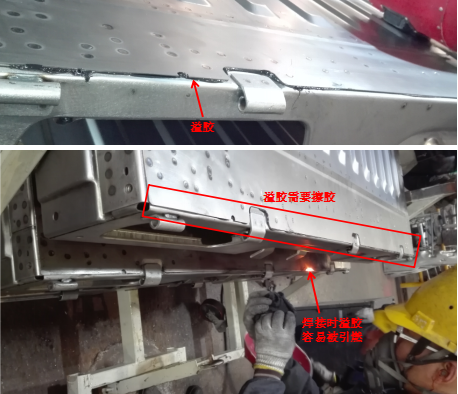
图4 缝隙涂胶导致溢胶问题
4.2 缝隙位置优化
通过前面的分析我们已经知道,来自钣金的缝隙结构中积留的电泳液在电泳涂膜烘烤过程中,在重力的作用下容易沿着垂直或斜曲表面流淌而形成由上向下的流痕,所以钣金配合间隙过于靠近外垂直的表面,产生流痕的根本原因之一。
进一步调查分析,本文中某微型货车尾端梁流痕区域的主要配合零件尾端梁与车厢底板,流痕区域为尾端梁外表面。而两个零件搭接的缝隙距离尾端梁垂直的外表面距离不到5mm,属于容易导致电泳二次流痕的高风险区域。针对此问题,我们对车厢底板进行了结构优化,把两个零件配合形成的搭接缝隙往前(原理垂直的外表面)移动了75mm,如图5所示。
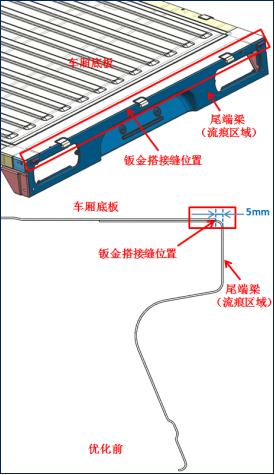
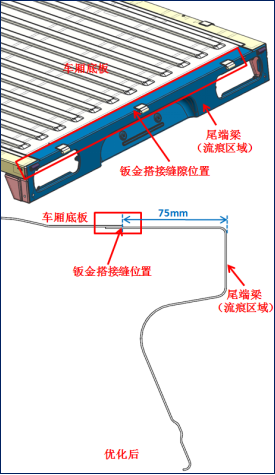
图5 钣金搭接缝隙优化前后对比
由于优化后的零件的搭接缝隙避开了垂直的外表面,通过实车验证彻底解决了尾端梁电泳二次流痕问题,由此锁定了此方案为最终方案。
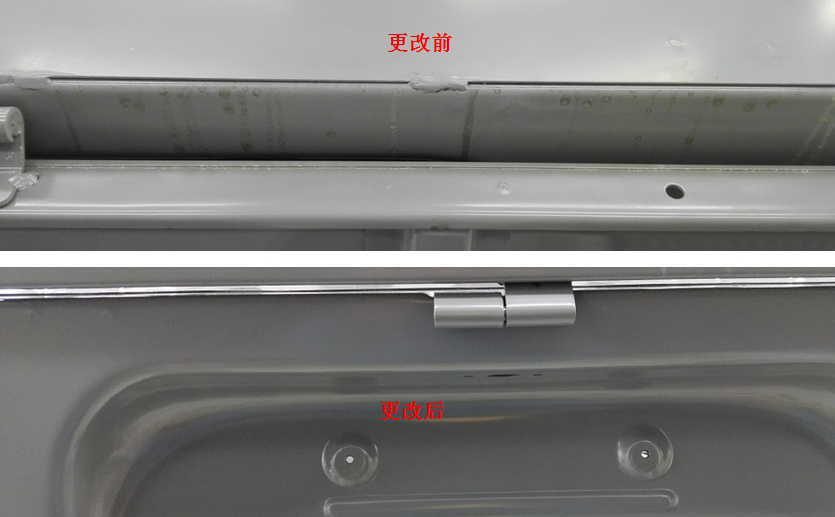
图6 钣金搭接缝隙优化验证效果
5 结论
对于电泳二次流痕问题,解决思路主要是从产品结构优化,提高车身制造精度和涂装工艺改善三大方面出发,其中前两个方面属于事前预防,最后一个方面属于事后补救。在一些受限于车身结构设计的部位,则需要考虑通过电泳工艺过程优化来改善电泳二次流痕问题。但从电泳二次流痕产生的机理出发,消除钣金缝隙和避免钣金缝隙过于靠近垂直或斜曲表面,通常是最根本、最有效也是最经济的方法。本文从产品优化的角度出发,通过更改钣金零件搭接缝隙位置来解决电泳二次流痕问题,并为类似问题解决提供了一定参考。
参考文献
[1]欧玉春,童忠良.汽车涂料涂装技术[M].北京:化学工业出版社,2009.
[2]帅长红.汽车涂装喷漆新工艺新技术与常见缺陷防治及质量检测标准规范务实全书(第三卷)[M].北京:北方工业出版社,2005.
[3]赵安伟,张志新,马征.白车身质量对涂装效果的影响[J].现代涂料与涂装,2011,(2).
[4]边春丽,马秀峰.浅谈阴极电泳涂料二次流痕解决思路[J].中国涂料,2016,(6).
(作者乔涛供职于上汽通用五菱汽车股份有限公司)





