1 母线干线系统的特点
母线干线系统由管道、槽或类似外壳中绝缘材料间隔和支撑的母线构成,适用于工业、商业和类似用途,通过导体系统形成的封闭成套设备。导电轨系统(母线槽)作为一项成熟的电力传输技术,其广泛用于风电行业,具有使用可靠坚固、寿命长、性能好等特点。采用模块化设计,更换方便,重量轻;安装简单易于维护;可以显著降低发电机处的高次谐波电压,延长发电机寿命;低电磁辐射,对其他控制设备及传感器的干扰小,能承受低温、湿热、震动等严酷环境。
选择导电轨进行电力传输也存在一定的问题,因为它对风电制造造成了一定的难度。导致这种现象产生的原因有两个方面:塔架属于锥筒,然而在塔内导电轨固定柱的安装方式是平行式,同时属于向心式;对导电轨固定柱的安装精度要求高。
导电轨一般由风电主机厂家配套提供,而导电轨要在风电塔架上顺利安装,必须保证导电轨固定柱的安装精度,其要求一般为:必须保证塔筒内焊接的安装柱上表面螺纹孔中心在一条直线上(靠近塔筒连接法兰处的第一个安装柱左右,相邻的两个安装立柱之间的偏差要≤1.5mm。在每一段塔筒的全长上安装立柱的左右偏差要≤2.5mm),同个截面定子侧导电轨与转子侧导电轨固定柱间距偏差要≤1mm。
2 母线干线系统定位安装存在的问题
风电导电轨系统的安装是通过在塔架内壁上焊接一系列的固定柱加以实现的,其安装中心线与塔架内爬梯中心线呈固定的角度,原则上只要保证靠近塔架上、下法兰的第一个固定柱位置,通过“两点一线”在塔架内壁放样,就可以保证所有导电轨固定柱的尺寸。但是在实际工作中,上、下法兰第一个导电轨固定柱的中心,通过理论纯粹用人工而不借助模具进行放样,其精度是无法保证产品的最终质量的,主要表现在两个方面:拼焊完成后,塔架上、下法兰十字中心线存在一定的偏差,即塔架整体的扭曲值,其偏差影响导电轨的整体直线度,应控制在3mm以内;对法兰十字线进行手工放样,存在一定误差,同时以该十字中心线为基准对导电轨固定柱再次进行放样,存在累计误差,拼装精度将无法保证。因此,设计一种合理的工装,在保证产品质量的同时,提升生产效率成为了亟需解决的难题。
3 母线干线系统定位安装优化设计
3.1 辅助措施
为保证导电轨螺柱的精确定位,应严格规定法兰的放样程序,标识出法兰的各个安装方位线及导电轨的安装中心线,用于参考及排查导电轨固定柱方位错误。图1为锻造法兰导电轨安装模具装配示意图,图2为转子及定子侧导电轨固定柱安装模具示意图。
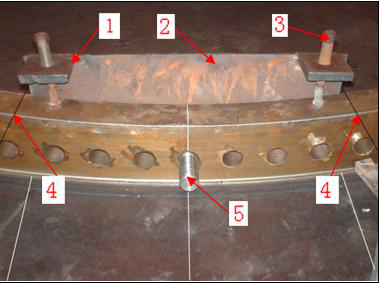 图1 锻造法兰导电轨安装模具装配图
图1 锻造法兰导电轨安装模具装配图注:1-调整块;2-定位模板;3-顶紧螺杆;4-渔线;5-定位销轴。
 图2 转子及定子侧导电轨固定柱安装模具图
图2 转子及定子侧导电轨固定柱安装模具图3.2 “拉线”工装设计
3.2.1 最初设计
根据图1所示,锻造法兰导电轨安装模具由调整块、定位模板、顶紧螺杆、渔线和定位销轴组成。定位模板采用δ5mm冷轧钢板数控切割而成,其宽度值应与转子及定子导电轨固定柱间距一致,最大偏差≯0.5mm(宽度方向应打磨圆滑,防止损伤渔线)。调整块与顶紧螺杆配合,用于调整模具的整体水平。模具中心部位钻孔,通过定位销轴使模具与法兰连接,从上、下法兰定位模板两侧拉紧渔线,调整固定柱螺栓孔中心,进而保证导电轨固定柱的安装精度。根据图2,转子及定子侧导电轨固定柱拼焊固定装置可用于防止焊接变形:在螺柱的圆周上,先在0°和180°位置点焊螺柱,并检查螺柱中心与鱼线是否重合,然后在90°和270°位置对螺柱点焊加固。检测螺柱位置是否超出允许误差范围,若发现误差超标,可在焊接处于热态时,用小锤轻轻敲动螺柱使其回到容许公差范围之内。该工装使用方便,两人配合即可完成工作,每个模具与相应的法兰进行一一配对,操作简单,能确保产品的质量和安装精度。
3.2.2 设计缺陷
上述结构型式的定位工装仅适合于锻造法兰,具有一定的局限性,若法兰孔中心与定位模板中心不重合,则定位模板钻孔的精确性不易保证,容易形成累计误差。目前风电塔架的法兰结构设计分为锻造法兰及反向平衡法兰两种,如何在保证工装使用广泛性的同时节约成本,且不影响其精度,这就需要对工装进行改进。
3.2.3 改进及简化
根据制造经验发现,绝大多数定位工装中心均与法兰孔中心不重合,因此定位模板的定位孔及定位销轴调整为2个,既能保证上、下法兰定位模板2个侧面与导电轨中心的平行度,又能消除模板没有调平所带来的影响,因此原工装中1调整块及3顶紧螺杆予以取消。法兰孔为分度圆均布,只有精密的数控钻床才能达到钻孔要求,考虑到经济性及可行性,将模具进行整体优化及改进如图3、图4所示:
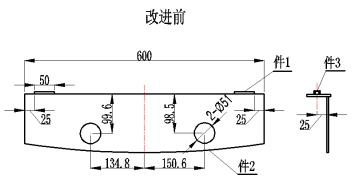 图3 改进前的定位工装
图3 改进前的定位工装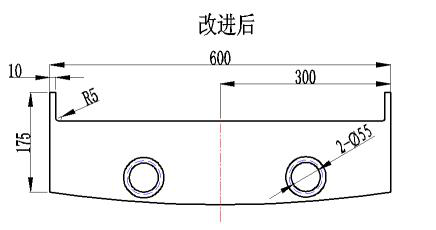 图4 改进后的定位工装
图4 改进后的定位工装改进的地方有:改钻孔为数控切割,切割直径比原孔直径增加4mm,机加工内径为原标准钻孔直径的垫片,与法兰进行配装,采用氩弧焊点焊,若定位销轴可自由进出,将垫片与定位模板焊接牢固;反向平衡法兰类型的模具工装,其定位销轴尾部改为M24的外螺纹,根据实际情况确定其长度方便与法兰把合。
4 结语
综上所述,该工装结构简单,制作成本低,使用方便,根据实际工作情况,还可以进一步改进,能适应各种情况导电轨的精确定位,其具有以下特点:单独加工定位垫片,模具的形位公差由垫片的精度加以保证,且加工难度不大,易于操作;既可用于锻造法兰,还能用于反向平衡法兰;通过定位垫片与相应法兰配装,模具的精度易于保证;更改后模具两端伸出的50mm×10mm部位,可以按照实际情况调整上下法兰的高度差,保证其连线与塔筒内壁的母线在同一个平面上,外侧打磨圆滑,可将拼装用的渔线直接缠于其上,方便操作人员安装定位;模具的使用,在保证了精度的前提下,大大节省了人力,为后道工序的进行提供了宝贵的时间,为生产的顺利进行提供了保证;可作为辅助手段,如在定位销轴端部可加工M12的内螺纹孔,配合相应吊环螺钉,用于塔架形位尺寸的测量,有着显著的社会效益和经济效益,应用前景广阔。
参考文献
[1]GB7251.6-2015,低压成套开关设备和控制设备 第6部分:母线干线系统(母线槽)[S].北京:中国标准出版社,2016.
[2]李斌.基于高温超导技术的大功率海上风力发电机技术[J].东方电机,2012,(3).





