本文旨在介绍细支卷烟与标准卷烟共线分拣系统的研发背景、设备构造、工作原理、工作流程以及应用成效,对烟草行业卷烟分拣配送效率的整体提升做出有益的探索。
1 概述
1.1 研发背景
近年来,异型卷烟尤其是细支卷烟销量迅速增长,成为烟草行业发展的新亮点和拉动税利增长的新引擎。如何既能及时高效地分拣异型卷烟,又能降低生产运行成本,成为烟草商业企业提升卷烟配送效率和服务水平亟待破解的难题。
据烟草行业商业企业系统内调查发现,目前异型卷烟主要依赖人工分拣、包装,分拣效率低、易出错、劳动强度大、成本费用高。2016年3月,利用国家知识产权局网站、中国知网、万方数据知识服务平台、中国烟草科教网进行专利及相关信息查新,均未发现关于“细支卷烟与标准卷烟共线分拣系统”的相关内容。
针对上述问题,结合该领域研究现状,山东淄博烟草有限公司联合上海欧康科技技术有限公司(以下简称“欧康公司”),以电子标签辅助人工分拣线为基础,对挡烟装置、摆动装置、码垛滑台装置、PLC异型控制程序等4个部分共14个构件进行技术研发,实现了细支卷烟与标准卷烟共线分拣叠包。
1.2 相关概念
1.2.1 标准卷烟分拣
标准卷烟:烟支长度为84mm,每小包卷烟为20支,每条烟含10小包卷烟,条烟包装规格约为长28.5cm、宽9cm、高5cm。分拣区域的操作工人根据电子指令将对应品牌和数量的标准卷烟条烟进行拣选作业。
1.2.2 异型卷烟分拣
在单支卷烟、条烟包装规格上,异型卷烟与标准卷烟均有差异,普通的分拣和包装设备都是按照标准卷烟尺寸设计,不适用于异型卷烟。因此,异型卷烟需要单独分拣和包装。
1.2.3 细支卷烟与标准卷烟共线分拣
细支卷烟是异型卷烟中占多数的一种卷烟,其条烟包装规格约为长28cm、宽10.3cm、高2.5cm。通过技术研发、系统改造,将细支卷烟与标准卷烟在卷烟分拣系统中实现一体化分拣叠包。
2 设备构造
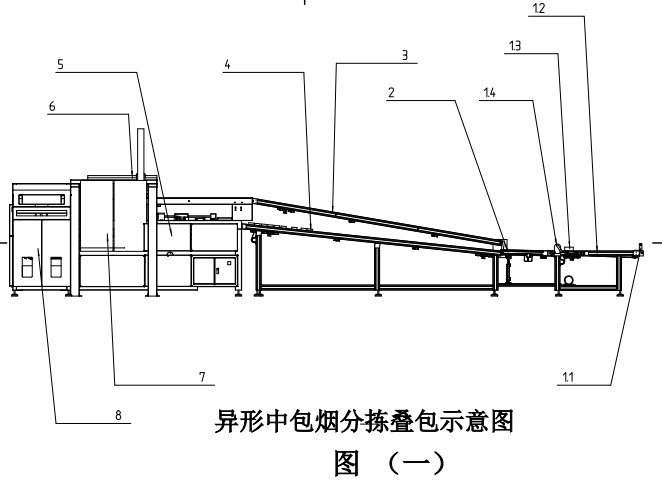 图1 异形中包烟分拣叠包示意图
图1 异形中包烟分拣叠包示意图
1.1-倒烟结构;1.2-输送结构;1.3-压烟结构;1.4-挡烟结构;2-摆动板结构;3-异型中包烟输送结构;4-常规中包烟输送结构;5-常规中包烟码垛结构;6-异型中包烟码垛滑台结构;7-标准卷烟与细支卷烟混合码垛位置;8-推送,裹膜等后序工艺过程结构。
3 工作原理
3.1 摆动板及倒烟、压烟、挡板、输送结构组成及工作原理
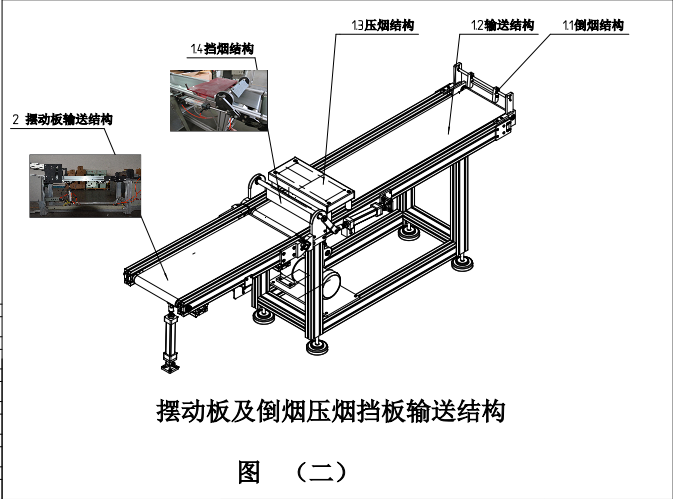
图2 摆动板及倒烟压烟挡板输送结构
3.1.1 机构组成
该机构由1.1倒烟结构,1.2输送结构,1.3压烟结构,1.4挡烟结构,2摆动板输送结构等组成,如图2所示。
3.1.2 工作原理
该机构工作原理为:标准卷烟立式状态打码后的卷烟经1.1倒烟结构改变为平式状态,细支卷烟一直保持平式状态;1.2输送结构输送卷烟;1.3处由光电传感器对卷烟进行识别;1.3压烟结构及1.4挡烟结构依据识别指令做出相应动作,停滞或放行卷烟;2摆动板输送结构依据识别指令由顶升缸完成顶升或下降动作保证卷烟按识别指令输送到位。
 3.2 细支卷烟码垛滑台结构组成及工作原理
3.2 细支卷烟码垛滑台结构组成及工作原理
3.2.1 结构组成
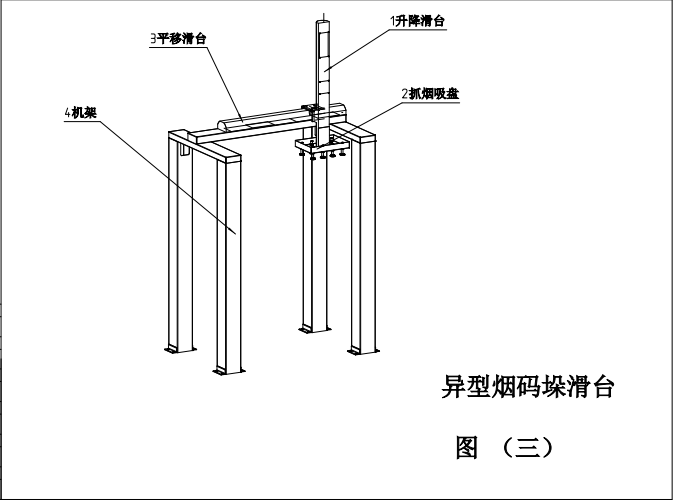
该结构由1升降滑台结构,2抓烟吸盘结构,3平移滑台结构,4机架结构等组成。如图3所示。
3.2.2 工作原理
该机构工作原理是:1升降滑台由内部伺服电机滚珠丝杆带动,下探至到达预定位置的细支卷烟;2抓烟吸盘吸牢卷烟;3平移滑台由内部伺服电机滚珠丝杆带动,平移至码垛卷烟位置;1升降滑台下降至码垛高度;2抓烟吸盘放烟完成码垛;1升降滑台上升;3平移滑台回位,待进行下一循环。
3.3 软件设计
3.3.1 PLC控制程序
系统采用SIEMENS SMART PLC,对叠烟控制程序进行修改,在原基础上新增了两个控制模块:(1)区分标准卷烟和细支卷烟,通过摆动板将标准卷烟和细支卷烟输送到指定位置;(2)码垛滑台将等待区域的细支卷烟,通过吸盘按指定的数量将细支卷烟吸到已经叠好的标准卷烟之上。在标准烟包最上层卷烟若为1或2条时,则优先采用第4吸盘吸放细支卷烟,若为3或4条时,则优先采用第1吸盘吸放细支卷烟。
3.3.2 上位机分拣数据拆包程序
针对客户的订单,在剔除异型卷烟之后,标准卷烟和细支卷烟按三种模式进行拆分订单、形成叠包数据。(1)客户订单只有标准卷烟时,以5层×5条=25条为单位进行拆分组合;(2)客户订单只有细支卷烟时,以8层×4条=32条为单位进行拆分组合;(3)客户订单包含标准卷烟和细支卷烟时,若细支卷烟小于4条,则合并在标准卷烟数量较小的一包;若细支卷烟大于等于4条,则以4条为单位做除法,平均分配到每一包上,余数则合并在标准卷烟数量较小的一包;每包卷烟最大为4层标准卷烟加2层细支卷烟或3层标准卷烟加4层细支卷烟。
4 分拣叠包工艺流程
如图1所示,标准卷烟立式打码,细支卷烟平式打码后经1.1倒烟结构改变为平式状态,经1.2输送结构输送,于1.3位置处经光电传感器检测为细支卷烟时,1.4挡板结构闭合(该挡板结构只限定阻滞标准卷烟),则细支卷烟继续输送至2摆动板结构,摆动板结构由气缸顶升与3细支卷烟输送结构相接,输送至6细支卷烟滑台码垛结构,等待与标准卷烟合码混垛。
如图1所示,1.3位置处光电传感器检测为标准卷烟时,待2摆动板结构上细支卷烟输送完毕,则摆动板结构由顶升气缸回降与4标准卷烟输送结构相接。此时1.4挡板结构由气缸摆杆抬起,经4标准卷烟输送结构输送至5标准卷烟码垛结构,按设定层数码放。码放好的标准卷烟推送至7细支卷烟与标准卷烟混合码垛位置,经由6细支卷烟滑台码垛结构,完成细支卷烟与标准卷烟混垛码垛工序过程。而后经由8完成推送、裹膜等后序工艺过程结构。
客户订单只有标准卷烟时,摆动板将卷烟输送至下层传送带,通过缓冲和进烟输送带,经光电计数,按5条为一层进入翻板进行叠包,单包最多为5层25条卷烟,叠包完成的卷烟推至裹膜进行塑封。
客户订单只有细支卷烟时,摆动板将卷烟输送至上层传送带,到达指定位置等待。待前户标准卷烟叠包完成后,将该户细支卷烟通过码垛滑台吸盘吸放到指定位置,单包最多为8层32条卷烟。码垛完成的细支卷烟推至裹膜进行塑封。
客户订单包含标准卷烟和细支卷烟时,优先将细支卷烟通过摆动板输送至上层传送带到达指定位置等待,再将标准卷烟输送至下层传送带,通过翻板进行叠包。叠包完成后推至合流位置,码垛吸盘将细支卷烟根据指定的数量码放到标准卷烟之上。码垛完成的标准卷烟和细支卷烟推至裹膜进行塑封。
5 共线分拣系统应用及成效
5.1 设备改造
2016年7~9月,山东淄博烟草有限公司与欧康公司合作,完成对电子标签辅助人工分拣系统软、硬件的改造、设备的电气线路铺设、硬件部分衔接尺寸调整等工作。具体分为流理架设计及安装、挡烟装置设计及安装、摆动装置设计及安装、滑台装置设计与安装四个环节。
设备投入试运行后,工作人员相继解决了叠包气缸行程过短,造成细支卷烟码放不规则、细支卷烟吸料滑台行程设备信号异常、卷烟在皮带运行过程中出现打滑等问题,设备效率达到5700条/小时。2016年11月,对共线分拣系统试运行目标值进行测试,平均分拣效率达到6380条/小时;2016年12月,设备效果跟踪阶段,共线分拣系统平均分拣效率达到6831条/小时。2017年5月,在顺利试运行的基础上,对其他分拣线进行了设备改造,全面推广应用共线分拣系统。2017年11月,该系统平均分拣效率达到8600条/小时以上,理论上最高效率可达12000条/小时。
5.2 取得的成效
5.2.1 经济收益
通过共线分拣系统的研发,直接节省异型卷烟分拣系统一套约110万元,扣除课题研发成本12.22万元,节省购置费用97.78万元。后续使用过程中包装费年度预计节省2万元左右。
5.2.2 间接效益
细支卷烟与标准卷烟共线分拣后,终端配送车辆单车卷烟核对装车时间下降60%;送货员与零售户快速、直观地清点卷烟品牌及数量,单户交接时间下降20%。
5.2.3 获得荣誉
与欧康公司联合研发的“细支卷烟自动分拣叠包装置”于2017年2月8日获国家知识产权局实用新型专利授权(专利号:ZL.2016.2.0627816.1);《细支卷烟与标准卷烟共线分拣系统的研发》课题获山东淄博烟草有限公司精益QC课题二等奖,获山东省烟草专卖局(公司)系统第六届优秀质量管理小组成果三等奖,参加山东省QC小组成果发布会,并被列入2017年中国烟草总公司山东省公司面上科技计划项目。
6 结语
细支卷烟与标准卷烟共线分拣系统的研发是对卷烟分拣叠包模式进行的一次创造性革新,突破了传统意义上细支卷烟与标准卷烟独立分拣、塑封的模式。该系统将大大降低卷烟商业企业在卷烟异型分拣设备上的投入,减少人工、维护费用成本,具有较高的行业推广价值。
参考文献
[1]中烟商务物流有限责任公司,全国烟草标准化技术委员会物流分技术委员会.烟草行业物流标准汇编(2006年~2012年)[M].北京:中国标准出版社,2012.
[2]孙壮志,张雨佳.订单结构对卷烟自动分拣线分拣能力的影响分析[C].中国烟草电子商务和现代物流发展论坛论文集,2010.
[3]李旭冉,徐德荣,蔡宏,等.异型烟分拣系统关键技术的研究[J].物流技术与应用,2017,(9).
基金项目:2017年中国烟草总公司山东省公司面上科技计划项目“细支卷烟与常规卷烟共线分拣的研究与探索”。
(作者闫厚强系山东淄博烟草有限公司高级政工师)





