在高度机械化自动化的工业生产中,特别是流水作业生产线对设备的运行可靠性要求相当高,因为一旦其中任意一台设备出现故障,都将影响整条生产线的工作。梅县线艺元件有限公司20世纪90年代初购有一台焊锡机,其采用的是继电器控制系统,因电器元件较多,线路复杂,经常存在可靠性差、故障率高、维修保养不方便等问题,影响生产的正常运行。操作过程甚至要按几次按钮才能完成一个工作循环,造成工作效率较低,产品质量也不能保证。由于笔者当时负责车间的设备维护保养工作,为此建议并负责实施另外设计一台用PLC控制的全自动焊锡机。
1 设计要求
本控制系统示意结构图主要由电磁阀、工作台、锡炉、锡杯、锡渣箱、发热丝、锡渣刮把、机械手、气缸等元部件组成。运作部件所处原始位置为:锡渣刮把处于右下方,机械手处于左上方,锡杯处于下方。本系统分四种控制方式:回原位,手动单步、单循环、自动循环。
(1)自动控制,按起动按钮,锡渣刮把开始上升,到位自动左移,到位自动下降,到位自动右移,接着锡渣不断地流进锡渣箱内,刮完锡渣后锡渣刮把自动回到原位停止。开始装工件并延时,延时时间到机械手自动右移,到位机械手自动下降,到位锡杯自动从锡炉中升起,到位自动焊锡并延时,焊锡时间到锡杯和机械手同时自动下降和上升,到位锡杯自动停止而机械手自动左移,到位机械手自动停止等待下一回运行。工件装卸由人工完成。
(2)手动控制每按一次按钮系统走完一步停止。
(3)单循环控制,单循环与自动循环控制基本相同,只要区别是单循环按一次起动按钮完成一次循环停止。
(4)回原位控制,按起动按钮,锡渣刮把、锡杯、机械手,按顺序回到原始位置自动停止。
(5)停车控制,按停止按钮,系统完成一次循环,自动停车。
(6)急停控制,按急停按钮,系统立刻停留在当前位置。
2 程序设计、分析、调试
2.1 输入、输出分配图
本系统通过对控制过程的分析选定,FXON -40MR可编程序控制器,根据生产流程,可编程序控制器的输入、输出分配图如图1所示。图中设置起动按钮为SB0,停止按钮SB1,事故急停按钮为SB2,万能转换开关QS分别为回原位选择、手动单步选择、单循环选择、自动循环选择。由于接触器KM的线圈为AC220V,故它单独接有Y0输出端。由于本控制线路中电磁阀SOL1–SOL5线圈均为DC24V,故它们接有Y4-Y15输出端,所有输出端都接有指示灯,便于观察和监视。

图1 输入输出分配图
2.2 状态流程图(SFC)
根据自动焊锡机的控制过程,其工作原理如下:开机特殊辅助继电器M8002脉冲使初态S0置1,当焊锡温度没达到所需的温度时,温控器的低温触点动作,发热丝自动加热,温度达到设定的温度时,发热丝自动停止加热。在焊锡温度达到所需温度的条件下。当选择了自动或单循环控制时,按起动按钮SB0,状态转移到S20,锡渣刮把上升;到位后状态转移到S21,锡渣刮把左移;到位后状态转移到S22,锡渣刮把下降;到位后状态转移到S23,锡渣刮把右移,锡渣便不断地被收集在锡渣箱里;到位以后锡渣刮把自动停止状态转移到S24,开始装工件并延时;延时时间到状态转移到S25,机械手右移;到位后状态转移到S26,机械手下降;到位后状态转移到S27,锡杯上升;到位后状态转移到S28,开始焊锡并延时;延时时间到状态转移到S29,锡杯和机械手同时下降与上升;到位后状态转移到S30,机械手左移,,到位后如果选择自动运行,状态转移到S20,进行下回运行;若选择手单循环,状态转移到S0,自动停车。当选择手动单步控制方式时,手动选择开关闭合,使X4动作切断自动和单循环回路,因此每走完一步需按一次起动按钮。当选择回原位控制方式时,按起动按钮SB0状态转移到S31,锡渣刮把右移(或当前位置在右边);到位后状态转移到S32,锡渣刮把下降(或当前位置在下方);到位后状态转移到S33,锡杯和机械手同时下降与上升(或锡杯和机械手当前位置在下方和上方);到位后状态转移到S34,机械手左移(或当前位置在左边);到位后状态转移到S0,所有工位回到原位自动停止。停车时,按停止按钮SB1,使辅助继电器M5置位,为停车做好准备,系统完成一个循环后自动停车,等待下次起动。在程序运行过程中,若遇到事故或突发事件时,只要按急停按钮SB2,所有输出全部停止,电磁阀全部关闭,各工位立刻停留在当前位置。
2.3 PLC可编程序控制器的梯形图
PLC可编程序控制器的梯形图如图2所示。
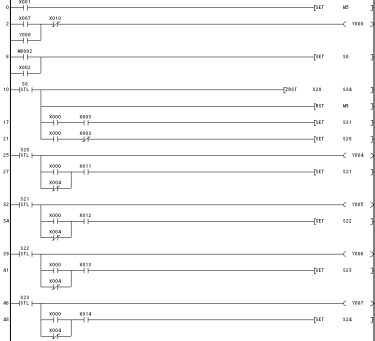
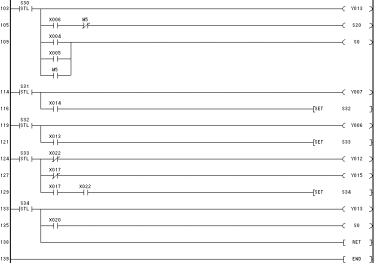
图2 梯形图
2.4 程序运行
程序编制完成后,传送到PLC可编程控制器中,对程序调试(不接负载的情况下),判断确认程序无误,然后再进行综合性的调试(接负载的情况下),从而使系统存在的问题得到及时发现和及时处理,使之更加完善。
3 结语
用PLC控制的全自动焊锡机投用以后,PLC以其简单、经济、实用等特点已经在自动焊锡机领域获得成功应用,已取代了体积大、能耗高、可靠性差的传统控制系统,而且增加了监控功能。在应用中提高了设备的稳定性、可靠性及生产能力等,使得产品质量和效率得到提高和保证。从投用到目前还未发现因受干扰而产生的误动作,大大减少了因人为误操作或开关损坏而造成的故障,降低了维修和各种损失费用,给公司带来良好的经济效益,并在改善作业者的工作环境等方面显示了极大的优越性。
收稿日期:2017-11-05
作者简介:谢文辉(1970-),男,广东梅县人,广东省高级技工学校高级实习指导教师。





