1 飞机装配技术概述
飞机是现代出行中不可或缺的工具。要保证飞机的飞行质量,必须严格把控飞机加工。从飞机零件到最后的总装,飞机装配是非常重要的环节,所涉及知识面很广。
1.1 飞机装配的重要性
在制造行业中,装配是一个应用大量设备和操作工人的密集型过程。而相比其他装配,飞机装配的效率受外界因素影响较大。由于因为飞机体型大、仪器精所以对人的依赖程度要大于机械设备,人的工作量占比远远大于设备工作量。即便在一些发达国家,工人人数也要占工人总人数的50%~60%,而装配时间占总生产时间的53%。可见,飞机装配时间周期长,组装过程繁琐。
由于现代先进生产设备的应用,飞机零件制造周期缩短,但是飞机装配的周期仍未得到很好的解决。虽然一些飞机装配设备不断研发,但是与现代科技发展相比没有新的举措,仍是应用一些装配型架进行飞机装配。国外一些先进的柔性装配技术在国内没有得到大的发展,飞机装配仍由人来主导,装配效率不高。
在复杂的装配工作中,保证飞机质量是重要的一项。装配型架的应用是保证飞机装配的基础,是飞机装配中不可缺少的设备之一。在现代装配技术中,型架的质量和精度对装配质量的影响很大,但其应用也有局限性,因为一套装配型架只能应用一个机型装配,不能通用,所以型架的制造周期严重影响飞机的生产周期。
飞机生产过程中的质量直接关系到飞机的使用性能,因此,保证飞机机体的准确度是飞机装配工作(包括装配型架的设计和制造工作)的主要任务。对于一些飞机的生产,飞机装配的数字化、柔性化、自动化是提高飞机装配质量的必要手段,高质量、高效率、高柔性的智能装配系统是将来飞机装配发展的风向标。
飞机装配具的特点是复杂、操作困难、质量难控制、生产效率低,飞机数字化装配技术的应用,从飞机零件的生产、零件的部装、到最后的总装都有涉及,它结合了装配工艺规划、互换协调技术、数字化测量系统、自动控制和计算机软件等众多先进技术。
通过以上分析,在飞机的制造过程中,影响飞机生产周期的不是零件的制造周期,而是最后的装配。因此,应通过技术创新提高军工生产的本质安全、生产效率和资源利用率,加快先进技术,改造传统工艺的步伐,提升整体军工制造能力。
1.2 飞机薄壁组合件
综观现代飞机的结构与外形,飞机采用大量的铝制壁板作为飞机的机蒙皮,它的特点非常明确,就是质量轻、厚度薄,同时还具有很高的强度、刚度。对于飞机蒙皮的技术性能要求之一就是在具有足够强度和疲劳性能的前提下,要实现足够的薄和轻,所以铝合金作为飞机壁板零件是毋庸置疑的。
虽然飞机壁板零件的性能高,但是对于它的装配却成为一个困难。飞机薄壁组件通常是将传统飞机结构中的骨架元素、连接元素和蒙皮制成一体的整体结构类部件,是飞机的主要气动力结构件之一。所以,飞机外形的气体流动和寿命,需要很好的薄壁零件作为支撑。
在飞机制造生产中,飞机薄壁组合件就是飞机外形的蒙皮壁板零件,包括飞机的机翼和尾翼。而在飞机壁板零件尺寸中,长度达到或者超过30m,宽度在3m以上整体壁板称作为超大型壁板。具有代表性的是B-1B轰炸机的机翼上下壁板长50m,最大宽度9m,蒙皮厚度从0.5mm变为2.5mm,并带有突变和筋条。
现代飞机壁板零件的生产方式是通过将厚金属板进行铣削,再通过成型技术加工成需要的形状,这就要求厚的零件内部结构和性能要好,不然加工完成的壁板不能满足飞机的使用,这样就会出现生产加工效率低、所需要的设备复杂等问题。鉴于以上原因,现代飞机的蒙皮采用壁板件会节省加工时间,提高蒙皮的生产效率。在今后的飞机制造中,壁板将会成为主要的结构件,同时还会作为飞机承力和载体件之一。
飞机壁板件不是一个整体,由带定位孔和装配孔的半隔框、长桁和带装配孔的蒙皮三部分组成,装配方法是采用其自带的工艺孔进行定位装配。
1.3 柔性装配技术国内外发展与可行性
柔性装配是数字化和自动化的结合体,装配目标为柔性化精度装配。飞机的装配应该快速、高效、寿命长、可靠性高等,所以柔性装配技术的诞生能更好地适应飞机装配,是提高飞机装配质量的重要手段之一。柔性化装配技术应该具有以下特性:通过产品数字化模型协调装配多种飞机产品;应对不同的装配机型,可以快速配置硬件和软件;随着计划的改变而快速改变;容易重组、设置及改变生产产品和程序。
在飞机柔性装配技术国内外发展现状中,由于飞机的形状与尺寸的原因,劳动量会占有很大一部分,西方发达国家非常注重这一点,因为他们的劳动力非常昂贵,所以他们花费巨大的资金投入到飞机柔性装配技术的研发中,并研发出光学检测与反馈技术、数字化钻铆技术及数字化的集成控制技术等多种先进技术,对飞机的壁板、机翼、升降舵的装配起到很大改善作用。
在飞机研制生产中,工艺装备设计和制造的周期比较长,世界各国应结合自身国家的发展,计算机水平研发柔性装配技术。如图1就是柔性装配系统之一,它是飞机壁板柔性装配工装,利用多点阵成形真空吸附的技术。
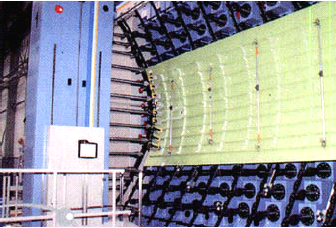
图1 柔性装配系统
但是由于各国的科技水平不同,飞机装配技术也参差不齐。相对于我国国内,国外在柔性化工装的研发比较早,数字化制造和自动化装配技术以及柔性工装已广泛应用于飞机零部件的制造过程。
国内的航空制造业还是比较单一,以单件和小批量为主,传统的装配技术比较完善。但随着计算机技术及数字化技术的发展,国内对柔性装配技术也作了大量研究工作,如西安飞机工业(集团)公司与西北工业大学合作,开发成功了一套基于网络的三维参数工装数字化标准件库系统;沈阳飞机工业(集团)有限公司与沈阳航空学院航空数字化制造工艺国防学科重点实验室联合研制的飞机前机身柔性装配平台,这都是标注着我国柔性装配技术的发展应用。
飞机柔性装配为产品研发过程的设计、分析、仿真、优化以及产品制造提供了良好的基础,能够大幅度提高装配质量和装配效率。有些产品因为零件自身的结构原因不能应用柔性装配技术,但是对于飞机装配而言柔性装配技术是可行的。所以,在我国今后航空航天技术发展中,一定要发展贯彻装配柔性化的设计准则,不断提高我国飞机柔性装配技术的水平。而装配机器人是未来柔性装配和自动化装配的重要工具,现在世界上应用装配机器人的产业很多,今后国内要集中研发装配机器人。
2 飞机壁板件装配机械臂
飞机壁板件装配机械臂是用于飞机蒙皮装配的机器人,它的主要核心设计就是柔性装夹和机械臂的运动。
2.1 柔性装夹
飞机的外蒙皮外形为曲面,为了能对它进行定位,限制曲面的6个自由度成为关键,所以它的定位夹持很重要。根据数字量协调方法,在蒙皮上进行定位孔定位,定位孔可以辅助零件进行定位,是属于零件的工艺孔,但是这种定位孔的确定需要结合飞机的装配工艺和蒙皮的外形结构,如图2所示。
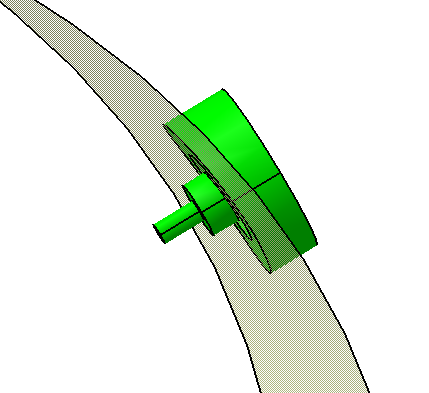
图2 薄壁件定位夹持机构示意图
定位完成之后,需要设计夹持运动机构,机械臂的旋转角度要大,工装的精度要高。结合这两点要素,最终利用球轴机构作为飞机壁板件机械臂的柔性装夹机构。
2.2 机械臂运动系统
机械臂的运动系统可以模仿机床工作台与主轴的相对运动方式,这样就会使运动系统的研制节省很大时间,机床工作台与主轴的相对运动坐标有三种,分别为前后、左右、上下(如图3所示),飞机壁板装配机械臂也是一样。
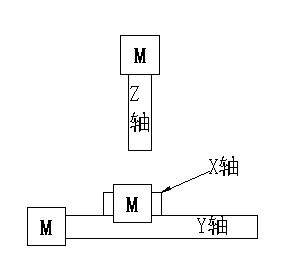
图3 运动图
对于机械臂3个方向的运动,主要是满足飞机蒙皮的装配,例如,飞机外形壁板装配完成飞机上部和下部装配时,就需要机械臂可以上下伸缩;完成飞机前后部分和左右部分装配时,需要机械臂可以左右和前后移动,这就组成了柔性装配夹具的机械运动部分。
3 结论
在飞机装配中,以往的装配方式费时费力,人工成本非常高。对于大型飞机,装配时需要很多辅助设备。通过科学人员的不断努力,出现了很多高精密的装配技术和设备。柔性装夹装置的应用,将传统操作人对飞机零件定位演变为自动定位、夹持,极大地节省时间和人工,提高装配效率;通过现代技术软件的辅助(CAD、UG、SolidWorks等),完美模拟飞机装配,将一些装配中出现的问题在事先模拟中解决掉。随着现代航空科学者的努力,飞机装配技术在向着更高、更快的方向发展。
参考文献
[1]王云渤,张关康,冯宗律,等.飞机装配工艺学[M].北京:国防工业出版社,1990.
[2]成大先.机械设计手册(第1卷)[M].5版.北京:化学工业出版社,2007.
[3]王亮,李东升,罗宏宇,等.飞机装配数控柔性多点工装技术及应用[J].北京航空航天大学学报,2010,(5).
[4]郭恩明.国外飞机柔性装配技术[J].航空制造技术,2005,(9).
[5]任晓华.新型飞机自动化装配技术[J].航空制造技术,2005,(12).
收稿日期:2017-12-02
作者简介:董再蔚(2000-)男,辽宁沈阳人,辽宁省实验中学学生。





