1 系统工作原理及结构
1.1 工作原理
本文针对检定指针式仪表利用的是光栅测长原理,通过将指针的位移转换为脉冲信号,进而对电信号展开精确计数并迅速显示。与此同时,检定计算机发送出检定指令后,电机会立刻启动驱动光栅工作,进而发生与被测指针式仪表同步的位移,然后计算机中的图像识别系统就会迅速监测出表盘指针的位移变化,识别出相应检定点的读数,最后将其与标准的位移对比,计算得出示值误差并及时记录。
1.2 系统结构
该检定系统主要由计算机、电机、传感器、A/D卡以及摄像头等构成。计算机的主要功能是进行图像采集分析与处理、光栅信号采集以及发送信号给步进电机进而控制电机的转向与速度。步进电机则主要是控制指针的摆动。光栅传感器用来测量指针位移。A/D卡负责将模拟信号转换为数字信号。摄像头作为视觉系统的核心部件,主要负责表盘图像采集。
2 关键处理技术及算法
图像分析技术是实现自动检定指示表目的的关键,该技术主要是利用专业计算机软件来实现。表盘图像处理过程主要分为锐化图像、检测图像边缘、处理图像二值化3个部分。
2.1 相关图像处理算法
2.1.1 锐化处理
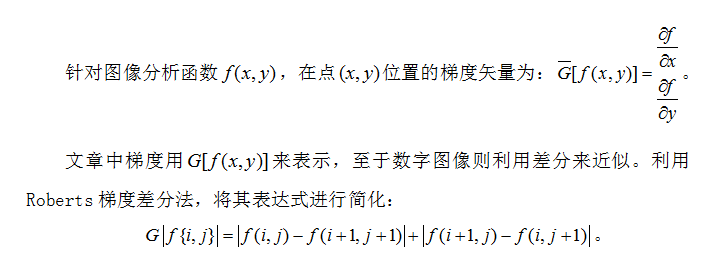
对表盘图像进行锐化处理,目的是方便下一步进行边缘检测,通过突出图像中的轮廓信息,降低图像在传输等过程中的变化干扰。这样做可使图像信息更加清晰,有效提升图像视觉效果,同时更有利于计算机软件进行识别分析。因为电力仪表的表盘图像相对较为单一,所以自动检定系统可以选择梯度法。
2.1.2 二值化分析处理
在进行图像采集与数字化时,由于摄像头容易受到各种因素的干扰,致使图像中常常混入噪声。这时,要想从多值数字图像中提取出所需要采集的目标,就不得不对图像实行二值化分析处理。
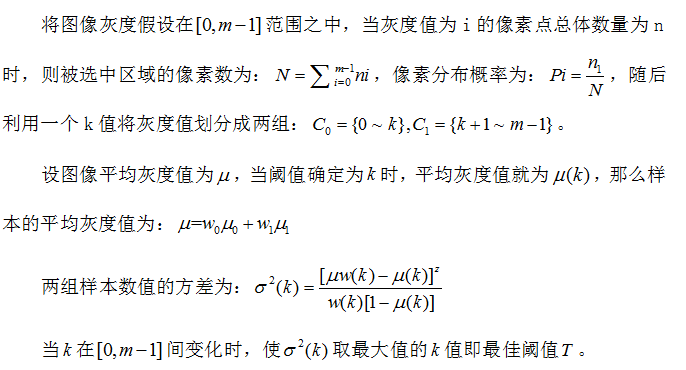
二值化分析就是先确定固定的阈值T,然后再对数字图像进行恰当的分割:将<阀值T的像素群设为0,而将其余像素群设为1。在进行图像二值化时,科学选取阀值T是非常关键的。在仪表表盘的图像中,除指针和刻度以外,其余位置图像的灰度也存在明显差异,因此阀值T非常难以确定。这时就可以采用基于最小二乘法的最大方差阈值法(otsu法)。
二值化分析处理之后就要对仪表指针展开精确定位,本文的检定系统采用Hough变换来展开这一环节的工作。
2.2 Hough变换和图像相减运算确定指针位置
边缘检测要检测出被处理图像的灰度值,随后发现图像中的不连续性像素,进而再将这些像素逐一连接成相对完整的边界。为了确定指针边缘,本文采用Hough变换,将指针边缘定位的精度设置为一个像素。由于摄像头拍摄的表盘图像中,指针与背景之间的灰度差异非常明显,并且只有指针是运动的,此时利用图像相减法就快速发现图像中指针的变化。理想条件下,指针以外区域的灰度值为255左右,不同时刻两指针位置的灰度值为0,将表盘图像相减,最终只保留两个不同时刻的指针,进而有效排除噪声的影响,大大提高检定精度。
2.2.1 Hough变换
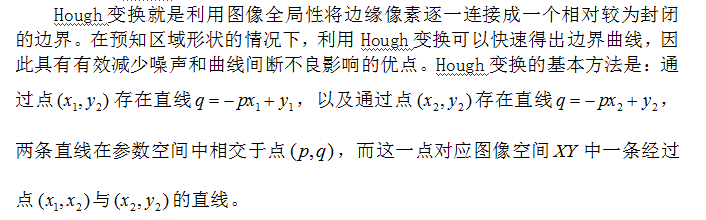
根据上面的直线方程,原空间内的点都可以对应新空间 内的一条正弦曲线。而想要检测出在空间中的共点线就必须要检测出正弦曲线的交点。Hough变换利用这些关系将图像问题转换为参数问题,进而通过简单的数理统计方法就可以完成检测任务。
内的一条正弦曲线。而想要检测出在空间中的共点线就必须要检测出正弦曲线的交点。Hough变换利用这些关系将图像问题转换为参数问题,进而通过简单的数理统计方法就可以完成检测任务。
2.2.2 Hough变换的实现方法
计算仪表指针的角度就需要确定指针轴心的具体位置,由于表盘是圆形,所以圆心即轴心,然而在Hough变换法中,圆形对应的方程计算量非常大,因此在实际处理过程中可以采用如下方法:
先设圆心的坐标为 ,作圆的任意两条弦。然后作出两条弦的垂直平分线,这两条垂直平分线一定会相交于一点,这个交点就是圆心,利用直线方程就可轻松计算出
,作圆的任意两条弦。然后作出两条弦的垂直平分线,这两条垂直平分线一定会相交于一点,这个交点就是圆心,利用直线方程就可轻松计算出 与
与 。由于预处理后的指针与表盘均为白色,而其他区域为黑色。利用这一显著特点,沿着x轴方向逐步向中心区展开搜索,首次遇到的白色像素点就是圆与平行于坐标横轴的弦的左右交点A与B,由
。由于预处理后的指针与表盘均为白色,而其他区域为黑色。利用这一显著特点,沿着x轴方向逐步向中心区展开搜索,首次遇到的白色像素点就是圆与平行于坐标横轴的弦的左右交点A与B,由 弦发现中心坐标
弦发现中心坐标 ,同理也可检测出坐标值
,同理也可检测出坐标值 。
。
利用Hough变换来确定指针位置是一个非常严密的数理统计过程,通过这种方法可以有效避免因指针自身带来的检测偏差。
3 实验结果与误差分析
3.1 实验方法
百分表的检定是在正反方向每间隔10个分度上进行的,而千分表的检定则是每间隔50个分度进行。检定方法通常为:先将检定仪推杆接触指示表测杆,要注意保持微量进给;随后使指针对零,通过电机控制指针进给50个分度,当电机到位以后,记录表盘图像,进而利用图像识别软件来计算出读数,将读数结果与光栅值对比,得出分度点精度;此后,根据前述方法逐次对各个分度点进行检定,在检定过程中,不可以随便更改测杆方向,也不可以调整受检表与检定仪。
3.2 实验结果
为有效验证仪表准确性,本文选择一块O~1mm的千分表,利用检定仪对其进行科学检定。选取实验结果中的一次实测误差值如表1所示。
表1 实验各示值误差值
|
| scale | Testresult | Eacherrorsin0.2mm(um) | Errorsinworkingoperation(um) | Errorsinretractingstroke(um) | |||||
| mark |
| 0 | 50 | 100 | 150 | 200 | ||||
| 1 | Positive | 0.0 | 1.1 | 0.9 | 0.0 | 0.5 | 1.1 | 3.0 | 2.3 | |
| Negative | 2.3 | 3.0 | 0.7 | 0.5 | 0.4 | |||||
| 2 | Positive | 0.5 | 0.4 | 0.1 | 1.1 | 0.1 | 1.6 | |||
| Negative | 0.4 | 0.7 | 0.4 | 1.5 | 0.2 | |||||
| 3 | Positive | 0.1 | 0.2 | 0.3 | 0.0 | 1.1 | 1.3 | |||
| Negative | 0.2 | 0.2 | 0.3 | 0.1 | 0.8 | |||||
| 4 | Positive | 1.1 | 0.1 | 1.2 | 1.1 | 1.9 | 1.8 | |||
| Negative | 0.8 | 0.0 | 0.9 | 0.0 | 1.1 | |||||
| 5 | Positive | 1.9 | 1.2 | 1.2 | 0.5 | 1.1 | 1.4 | |||
| Negative | 1.1 | 0.5 | 0.7 | 0.0 | 1.1 | |||||
根据表1实验结果可发现,该电力仪表自动检定系统检定精度都符合相关标准,其准确性与检定速度均较高,完全可满足实际应用的需求。
4 结语
综上所述,将机器视觉代替人的眼睛对仪表实施自动检定,是将图像分析技术有效应用于测量监测领域的一大创新。电力仪表的自动检定可以在极大程度上提升检定效率,提高检定精度。实际应用结果表明,该自动检定系统可行性较高,具有非常光明的前景,对于难以开展人工检定的特殊环境,该系统更能充分展示出优越性。
参考文献
[1]陈昕然.基于机器视觉的电力仪表自动检定系统研究[D].哈尔滨:哈尔滨工业大学,2015.
[2]邢敏剑.基于机器视觉的电子水平仪自动检定系统[J].上海计量测试,2016,(6).
收稿日期:2018-04-14
作者简介:田红梅(1982-),女,山东莱芜人,山信软件银轧事业部工程师,研究方向:仪表维护。





