1 引言
工业4.0对制造业提出了“制造+互联网”的融合趋势,网路交互信息共享在数控系统中开始有所表现。作为在汽车零配件加工的龙头企业的渤海活塞一直走在前列,目前公司自制设备和引进设备高端数控系统占据大部分江山,主流是西门子和FANUC高端数控系统,数控系统不仅满足工件加工的优异性能,同时适应数控系统互联互通的可扩展性,西门子SINUMERRIK 802DSL 828D 840DSL诸多系统操作界面一脉相承。其中,性价比较高的西门子SINUMERRIK 828D更是提供了多种用户互联体验功能:设备连线使用driveCLIQ总线、上位机连接采用网线接口、网路设置可以连通S7通信的相关设备(通过S7通信协议实现s7-1200/1500以及触摸屏的连通使用)、网络驱动器使得电脑与CNC系统之间“点对点”远程诊断共享(RCS Host实现远程诊断功能)等,机械制造系统中加入的互联技术使得设备实时监控共享和外部信号采集处理更具操作性和实用性。烦琐的调试工作完全可以通过友好的界面完成,即使使用传统的上位机调试,界面也保持了高度一致和兼容。通常的伺服电机优化工作变得更加方便简洁。
2 通过HMI优化SINUMERRIK828D步骤详解
SINUMERIK 828D作为新一代强大的紧凑型数控系统,目前电机优化可以使用上位机操作,操作步骤与840D基本一致,使用Startup tool软件通过上位机进行优化处理,网线连接上位机和828D的X127接口,上位机侧设置PG/PC,在应用程序访问中选择“Sinumerik_cp”选择电脑网卡连接,对于安装了840D调试软件的上位机来说,点击桌面“NC Connect Wizard”图标就会显示Startup tool设置通信接口界面,可以选择驱动器的硬件信息完成设置,运行桌面的“Startup tool”标签,即可进入调试界面。同时由于SINUMERRIK 828D的HMI集成了在线优化功能,使得SINUMERRIK828D系统通过操作面板进行优化操作,在现场通过HMI对带负载伺服电机进行优化。以上两种方式操作的显示及操作没有区别,主界面显示都如图1所示。
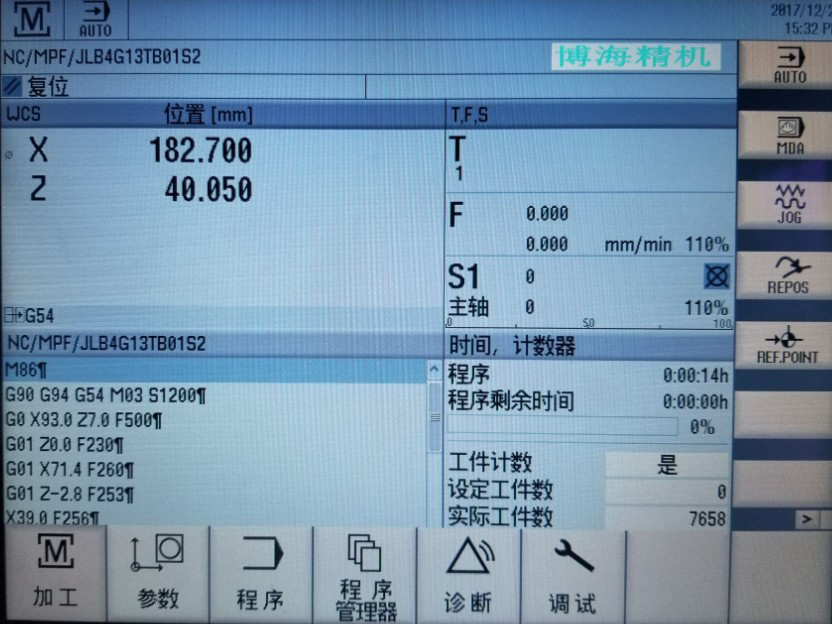
图1 828D系统主界面
(1)因为优化过程中被优化轴是需要运动一段距离,优化之初需要在安全位置开始操作,为了实际效果达到柔性和刚性的良好匹配,加工精度与反馈速度兼顾,自动伺服优化前需要激活刚性控制和第二测量系统,设刚性控制参数MD32640=1。在HMI按“MENU SELECT”进入主界面如图1所示,然后依次按“调试”标签进入如图2所示的优化界面。
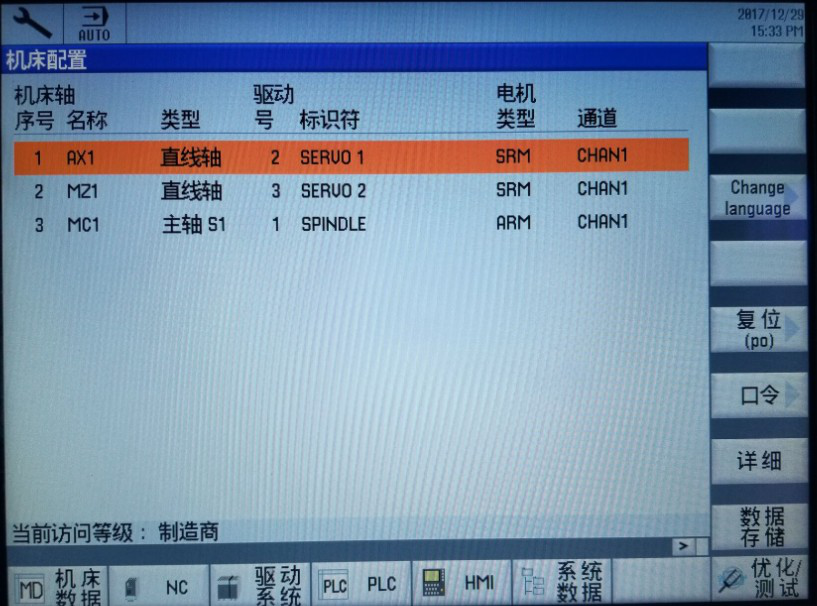
图2 828D优化界面
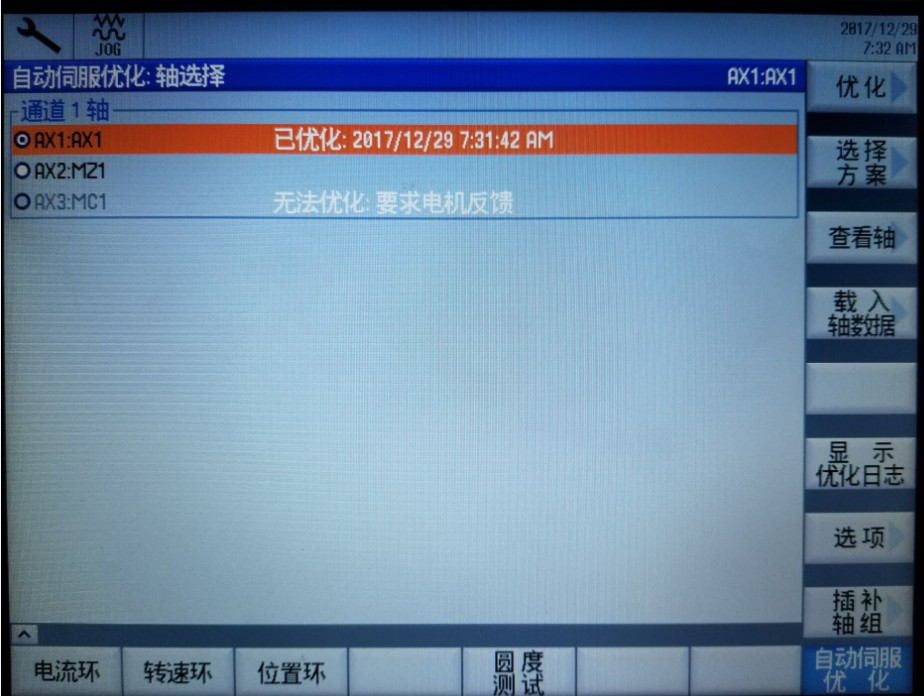
图3 轴选择
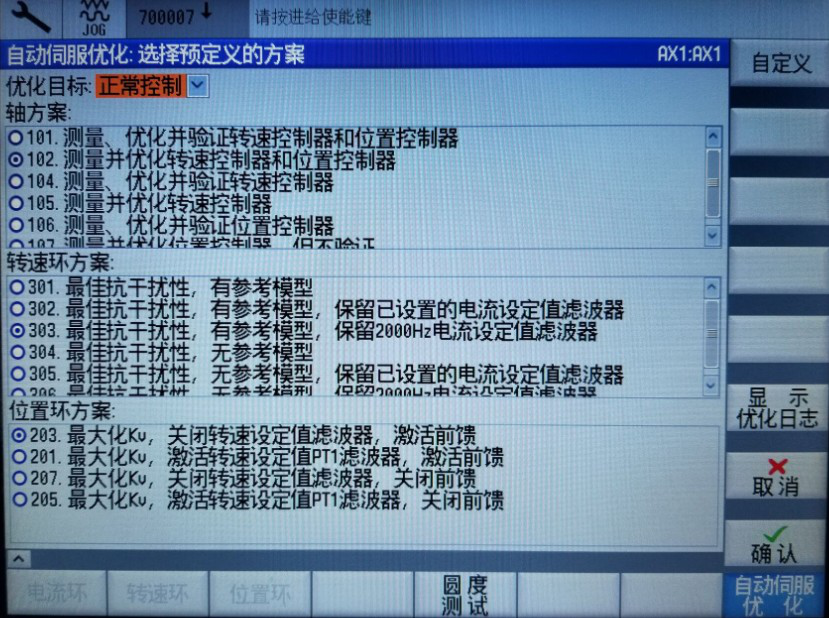
图4 优化选项
(2)点击图2的“优化测试”标签,进入图3轴选择界面。图3显示X轴已经优化完成,Y轴显示没有优化,将光标移至AX1MYI即Y轴,点击MCP的“SELECT”键确认选择Y轴有效。再点击图3界面右上角的“优化”标签,进入图4所示优化选项界面,显示出Y轴需要优化的项目:轴方案、速度环方案、位置环方案,建议选择选择轴策略101:有测量、优化并验证转速控制器和位置控制器;速度环策略303:最佳抗干扰性,有参考模型,保留2000Hz电流设定值滤波值;速度环策略:最大化kV,激活转速设定值pt1滤波器,激活前馈。点击“确认”标签,随后优化进行,在优化过程中按照提示按下MCP上的启动键“CYCLE START”,Y轴开始缓慢移动,依次显示如图5和图6所示。
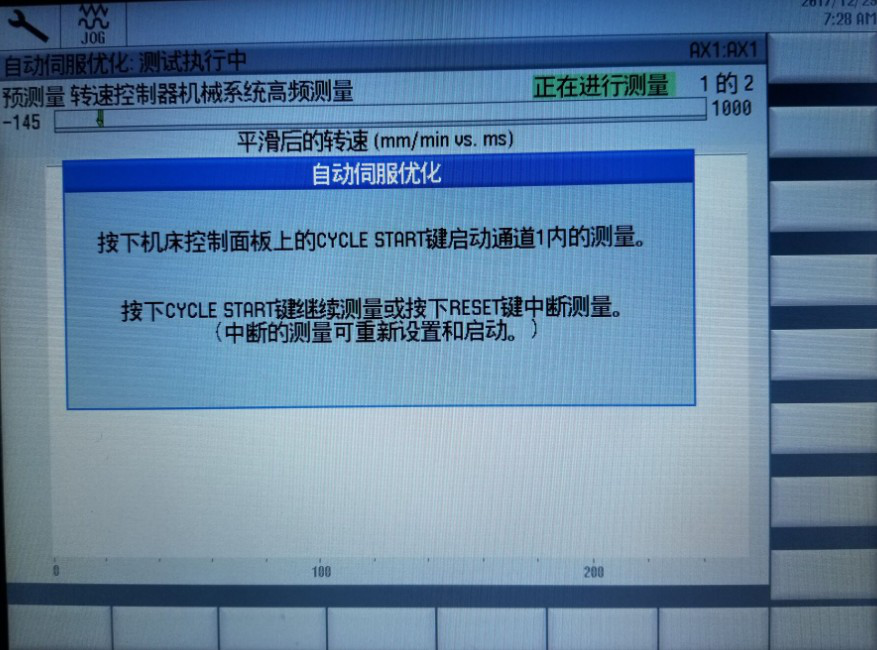
图5 优化测量位置
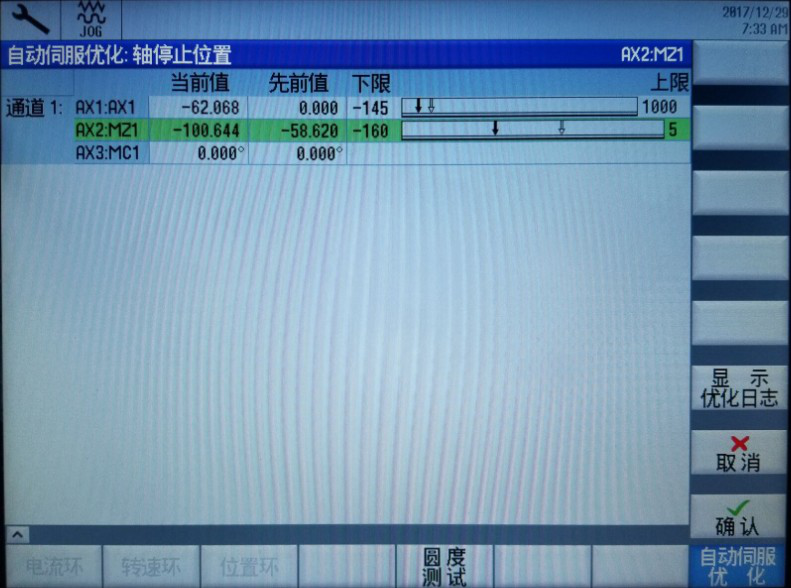
图6 优化停止位置
(3)在轴的往返运动中,按选择进度依次出现优化各项,出现每一选项时分别如图7至图8依次显示优化项目和进度,此项设置要求执行通道的“NC START”。该操作由机床操作面板完成,不需要进行任何干涉,需继续优化测试,只管按下“NC START”,如果取消则按下“NC STOP”。按下“NC START”优化开始后,首先预先高频转速被控对象测量开始,结束时出现优化对比曲线,然后以此进入预先低频转速被控对象测量、高频转速被控对象测量、低频转速被控对象测量、高频转速闭环测量、低频转速闭环测量位置闭环测量,每项测量结束均图示实测曲线,如无意外在实测完成后继续按下“NC START”,依次进行,直到优化结束。
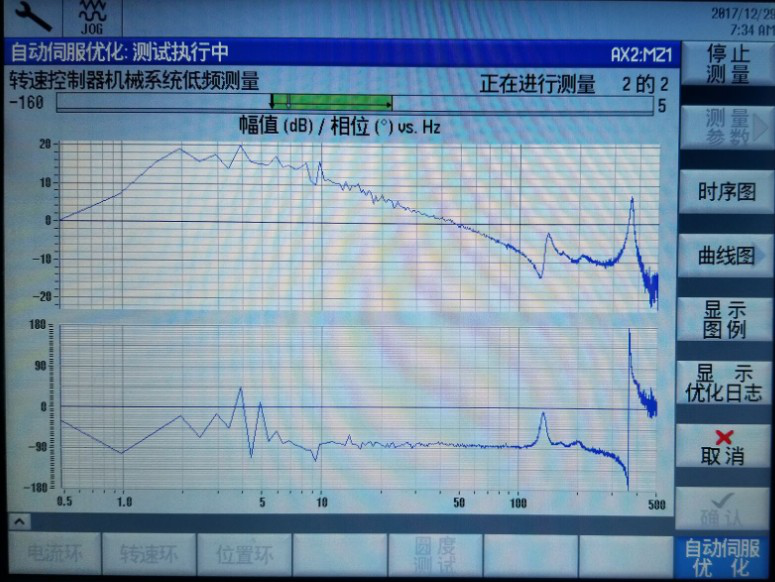
图7 转速控制器低频测量1
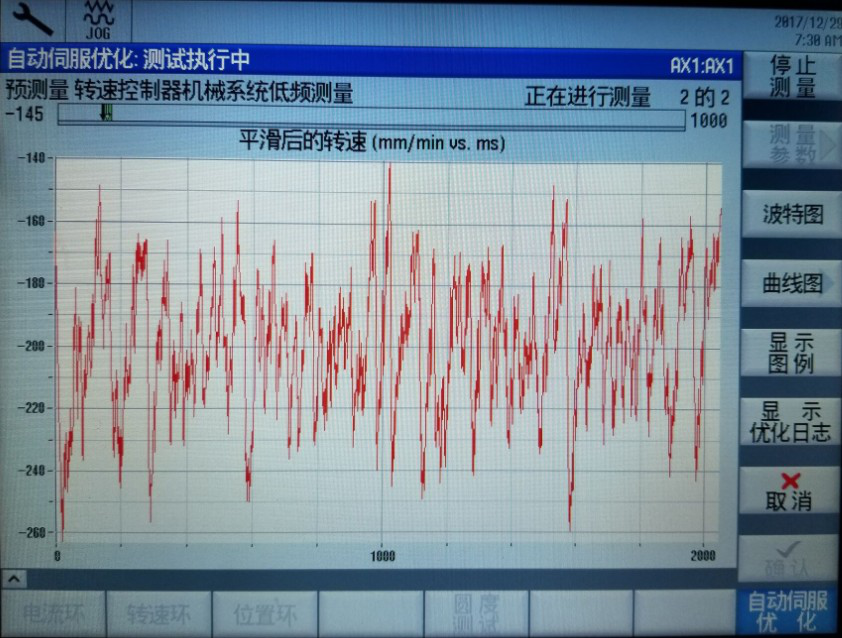
图8 转速控制器低频测量2
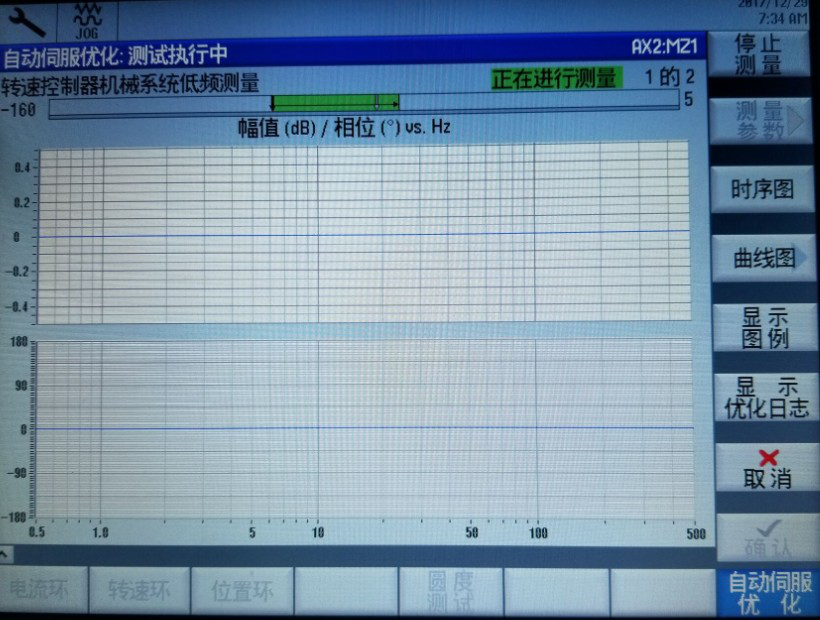
图9 转速控制器低频测量3

图10 转速控制器高频测量1
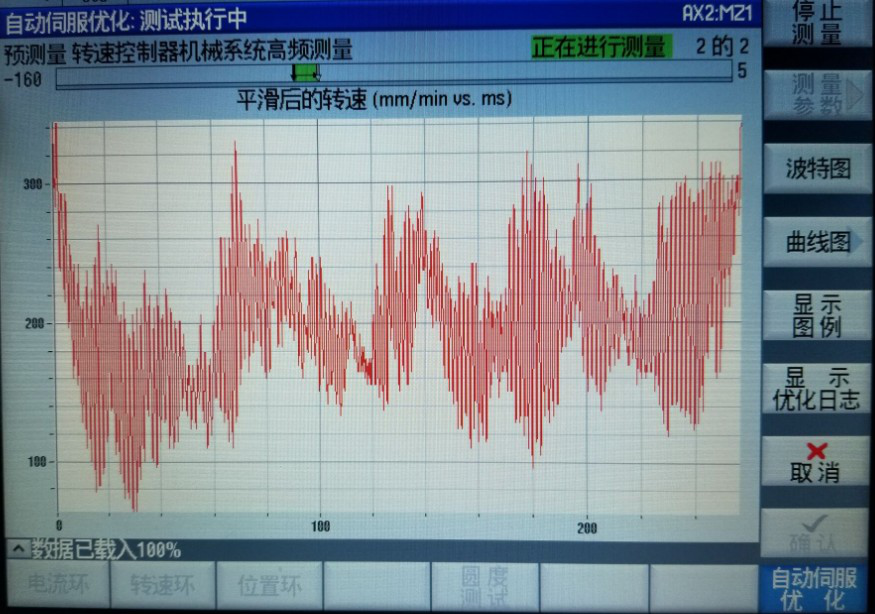
图11 转速控制器高频测量2
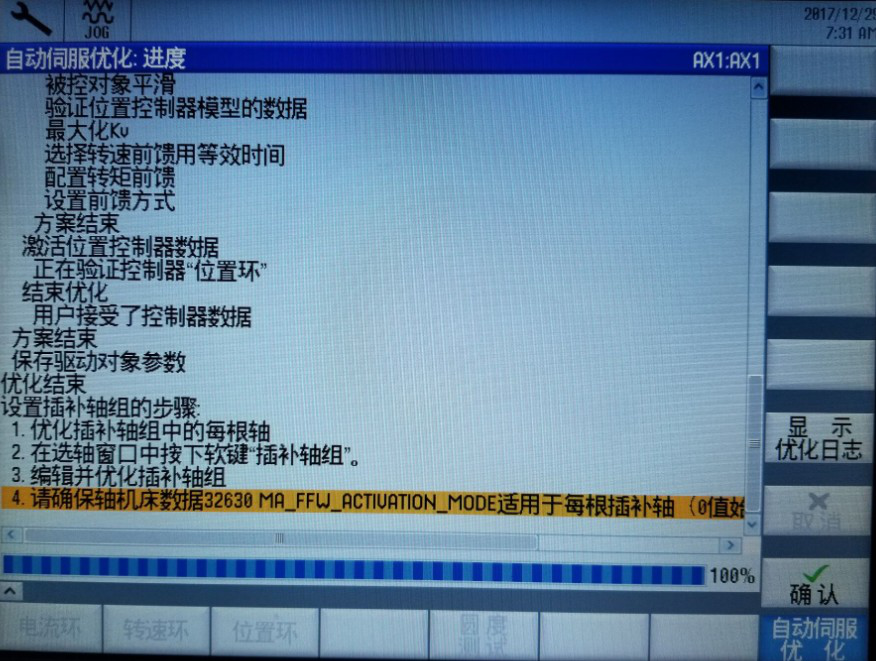
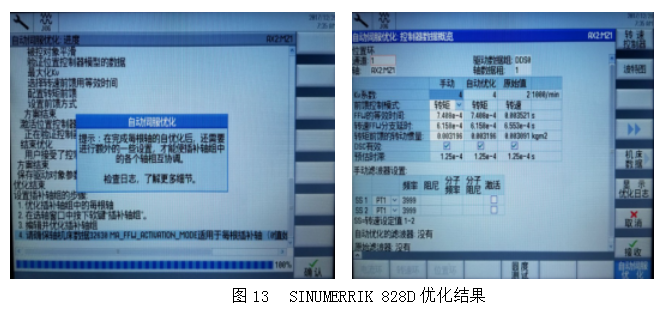
图12 SINUMERRIK 828D优化前后对比
(4)执行完上述步骤,可以看到优化测试结果如图13所示,优化数据有详细显示,点击“接收”标签,优化数据替换原先存储数据。存储完成选择“MENU SELECT”返回主界面,选择“调试”标签出现图2所示,再次选择“优化测试”进入图3:轴选择界面,可以看到AX1MYI即Y轴也会显示“已优化”。然后在图3轴选择界面中移动光标到下一轴AZ1MZ即Z轴,按“SELECT”确认选择有效,重复以上步骤直至Z轴优化完成。主轴优化时会出现“无使能”报警。需要设置DB380x.DBX2.1=1同时MD14512 Bit0=1。优化时主轴会切换到位控模式,倍率从DB380X.DBB0读取,所以PLC应将倍率开关信号送入主轴位控模式倍率DB380X.DBB0中。
自动优化后需要调整:频率、位置增益、速度控制时间的一致性,并激活各参数,对各轴优化结调整频率一致调整位置环增益一致调整速度控制时间一致进行适当调整,本文不做详述。
3 结语
为了让机床电气和机械特性相匹配并最佳加工效果,通常调试结束后通常带负载进行伺服电机环优化,使得实际加工时电机运行更加平滑和稳定。以上操作依次完成各个轴优化后,为达到更佳效果,做圆度测试以检测轴插补效果和各轴位置环匹配的特性。调整相关各轴速度环、位置环、增益、加速度,用于圆度调整,使得参与插补的各个轴实际增益一致,如果加工为椭圆,应该匹配参数MD32200和MD32300。
数控系统操作面板实现多种功能也是网络基础发展的必然趋势,越来越多的功能实现现场操作并提升了工作效率。SINUMERRIK828D系列作为基于大量顶级的数控功能的数控系统,除配置、调试、通信之外,通过HMI可以实现互联共享的诸多其他实用功能。设备管理器EASY EXTEND、维护计划、短信模块、节能控制、自定义界面等互联功能,网络连接器功能使系统作为网络驱动器使用,在程序管理器上可以直观的显示服务器上的信息并实现DNC加工;实现加工实时模拟和3D成品模拟,极大延伸了数控系统的应用,融入已经来临的工业4.0。
(作者王沂蒙系滨州渤海活塞有限公司电气高级工程师)





