0 引言
环氧树脂灌浆料是以环氧树脂为主料,加入适量的固化剂、增塑剂、稀释剂及填料作为胶粘剂,以砂、石为骨料,经混合、成型、固化而成的一种复合材料,是聚合物混凝土中纯聚合物混凝土的一种。环氧树脂是由环氧氯丙烷及二酚基丙烷在碱的作用下缩聚而成的液体树脂,是一种含有环氧基的高分子聚合物。固化剂主要为二乙烯多胺、多乙烯多胺等。填充料为石英粉、砂、水泥、铝粉、二硫化钼等。
目前,美国、德国等国家已广泛地将环氧树脂灌浆料应用到各种特殊腐蚀性管配件、水工建筑物过流面、耐腐蚀机床、铁路轨枕和电缆管道等工业领域。随着国内工业迅速发展,石油化工压缩机组的二次灌浆、设备基础抢修、桥梁改造等方面均采用了环氧树脂灌浆料。但由于国内技术、成本造价等诸多因素限制,我国对环氧树脂灌浆料的应用处于起步阶段,目前国内尚无环氧树脂灌浆料产品行业及国家标准,环氧树脂灌浆料各项指标的范围是结合环氧树脂生产厂家工程实践并参照国内外灌浆料资料后提出的,试验方法参考国外ASTM标准相应内容,结合国内已执行标准中相近试验方法后进行的。本文通过实践研究环氧树脂灌浆施工特点及方法。抚顺石化公司80万吨/年乙烯装置压缩机组所使用的二次灌浆料为EG100环氧树脂灌浆料,由A(树脂)、B(固化剂)、C(骨料)三部分组成。
1 灌浆前准备
(1)到货的EG100型环氧树脂灌浆料应有有效的质量证明文件和合格证书,并对到货的EG100型环氧树脂灌浆料进行复检。
(2)所有地脚螺栓的套筒内应灌干沙,干沙的高度为距离基础表面100mm左右,然后用泡沫填充,以保证环氧树脂灌浆料与干沙隔离。
(3)灌浆前将环氧树脂浆料在15~25℃环境下放置24小时以上。
(4)二次灌浆前,压缩机组各点水平度、联轴器的对中偏差及轴端距必须符合压缩机制造厂家提供的技术文件要求,并经建设单位、监理单位、厂家代表、总包单位验收和签字确认。
(5)二次灌浆的模板支设非常重要,对距离、强度、密封等方面要严格检查、严格控制。二次灌浆选用模板应坚实、牢固,模板内侧应粘贴透明胶带以便于脱模。
(6)二次灌浆模板支设,模板距压缩机底座侧面150~200mm距离,高度为200mm,内膜比较复杂,一般均贴在基础表面支模,如果基础和底座侧面在同一垂直面上,需要支设直角模,下边为50mm,高度为200mm左右的直角模。
(7)内模板支设时,对模板与基础接触面之间缝隙用玻璃胶密封,且内模板外侧底部用灌浆料密封,这样可以达到良好的密封效果。
(8)由于底座灌浆面积大,需要设置伸缩缝,在超过1800mm×1800mm的区域内均应设置伸缩缝,伸缩缝可用厚度为15mm左右的松木条,伸缩缝的顶侧、底侧需粘双面胶,起到密封和隔离的作用,如贴双面胶后仍有缝隙,在缝隙处涂玻璃胶,以达到密封效果。地脚螺栓附近不允许设置伸缩缝。
(9)由于环氧树脂灌浆料粘度高,不易清理。在压缩机底座贴塑料布或胶带,防止在灌浆时环氧树脂溅到底座表面上。
(10)二次灌浆的基础表面必须干燥、清洁、无油污、无水、无杂物。清除基础凿毛坑里的尘土,用压缩空气吹净基础表面的一切杂物,清理过的基础。
(11)所有地脚螺栓螺纹部分需用塑料薄膜包扎好,所有顶丝必须涂抹润滑脂,以便二次灌浆后松开顶丝。
(12)二次灌浆前,必须作好施工技术交底工作,详细说明灌浆程序、注意事项及灌浆操作要领,做到专人专岗专责。
(13)二次灌浆同时制作试块,同条件养护,养护期满后,送实验室进行强度试验。
(14)二次灌浆前需要对所用机具进行运转试验,保证其能正常工作。
(15)机组检查复测合格后,必须在24小时内灌浆,否则应再次进行复测。
2 现场布置
二次灌浆时把搅拌机布置在压缩机平台两侧,最好准备2台搅拌机,每台搅拌机配有2台手提式搅拌机。并提前将灌浆所用的环氧树脂组料运至压缩机平台上的合适位置,组料放置原则以使用方便和方便运输搅拌浆料为宜。
3 灌浆程序
(1)将固化剂B倒入树脂A中,然后使用手提式搅拌机(200~250rpm)搅拌,使之充分混合,搅拌时间大约为3分钟。
(2)在搅拌机中加入骨料,将搅拌均匀的A、B混合物倒入低速大功率搅拌机(15~20rpm)中。根据现场温度情况和施工经验,配比为固化剂:树脂:骨料=1:1:3.5,以便更好地保证环氧树脂灌浆料的流动性,直至骨料完全浸润,搅拌时间约需4~6分钟。
(3)下面以裂解气压缩机二次灌浆为例,根据膨胀缝位置共划分为16个灌浆区域,如图1所示。在灌浆时应从1区开始,然后依次进行下一区域的灌浆工作,并应保证每个区域需要连续灌浆且灌浆工作必须在两个小时内完成,完成此区域灌浆工作方可进行下一区域的灌浆工作。
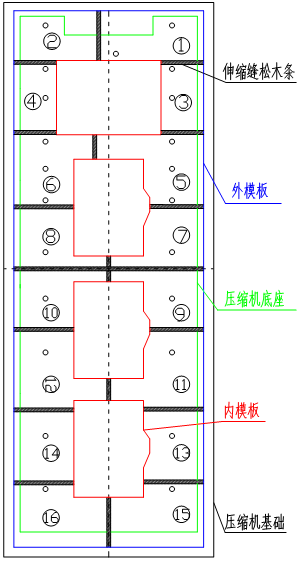
图1 裂解气压缩机二次灌浆区域及模板平面图
(4)裂解气压缩机组的二次灌浆层均在50~70mm之间,当环氧灌浆料灌至底座下表面时,继续灌浆直到灌浆面高度达到设备底座的刻度线为止。
(5)灌浆料初凝后,应将膨胀缝表面的灌浆料去除,然后表面使用环氧密封胶封闭做永久性伸缩缝。
(6)二次灌浆层养护期满后,在压缩机底座地脚螺栓附近及各联轴器上放置百分表,松开底座上的调整螺钉并拧紧地脚螺栓,观测底座的沉降量,底座处百分表变化不得超过0.05mm,联轴器处百分表变化不得超过0.03mm。
(7)终凝后,即可拆模,本环氧树脂灌浆料的初凝、终凝时间如表1所示。
表1 环氧树脂凝固时间表
| 环境温度 | 18℃ | 25℃ | 32℃ |
| 初凝时间 | 3h | 2h | 1.5h |
| 终凝时间 | 72h | 48h | 36h |
4 灌浆注意事项
二次灌浆操作方法是二次灌浆成功的关键因素,灌浆时必须遵循以下注意事项:
(1)环氧树脂灌浆料黏度大,操作过程中可挤压推捣、协助引流,切忌勿机械振捣,应让其利用重力作用自然流动。
(2)推捣只能在底座外侧推捣,这样操作避免了气泡的产生。灌浆过程中,如果振捣或者拿工具在基础底座下面捣来捣去,容易产生气泡。
(3)由于环氧树脂浆料凝固过程是放热过程,如果环氧树脂灌浆料里面混有气泡,在凝固过程中气泡因受热膨胀,待热量散失后,气泡体积会缩小,气泡周围没有凝固的浆料向气泡缩小范围流动,会导致局部灌浆料与机器底座接触面分离从而产生微小间隙。
(4)如果外侧环氧树脂灌浆料的高度距离压缩机底面较小,可能由于里面含有气泡,待收缩后没有足够的浆料自动填充导致灌浆层和压缩机底座分离,影响灌浆质量,所以为了保证灌浆质量,尽可能使灌浆料超出压缩机底座下表面20mm左右。
(5)灌浆过程中,环氧树脂灌浆料表面会有气泡产生,应每隔30分钟左右,用毛刷刷一次浆料表面,这样能使浆料表面更加美观。
5 结论
(1)通过每一道工序严格把关、正确操作,全过程跟踪控制施工质量,顺利完成压缩机组的二次灌浆工作。
(2)在压缩机底座及联轴节处均架设百分表检测各点沉降量,经过抚顺石化公司业主、监理、日本三菱公司技术专家共同在现场复查,测得百分表最大读数为0.02mm,证明裂解气压缩机、丙烯压缩机二次灌浆顺利完成并得到了日本三菱公司技术人员的肯定。
(3)环氧树脂浆料使压缩机底座、环氧树脂灌浆料及压缩机基础粘合为一体,更有效地分解振动能量,为压缩机组正常运转奠定了基础,给压缩机用户带来了可观的经济效益。
参考文献
[1]陈建斌.环氧树脂砂浆及其应用[J].江西化工,2005(3):115-117.
收稿日期:2018-11-29
作者简介:陶珂瑾(1984-)男,吉林前郭人,中国石油工程建设有限公司中级工程师,研究方向:油田地面和化工装置。





