在航空工程中,圆柱形壳体与法兰对接环形焊缝是一种常见的焊接接头形式。由于焊接造成的残余应力和残余变形,一直为人们所重视,圆柱形壳体与法兰对接环形焊缝所引起的壳体径向变化以及法兰平面度的变化均对焊接结构的设计、制造和使用带来困难。解决这个问题有多种办法,航空企业通常采用大型专用夹具控制焊接变形,模具结构复杂,生产周期长,成本高,不适合单件生产。本文介绍的薄壁圆筒形焊接件环形焊缝通用工装具有结构简单、实用、通用性强,可以有效减小焊接变形,适合单件生产。
1 工装结构
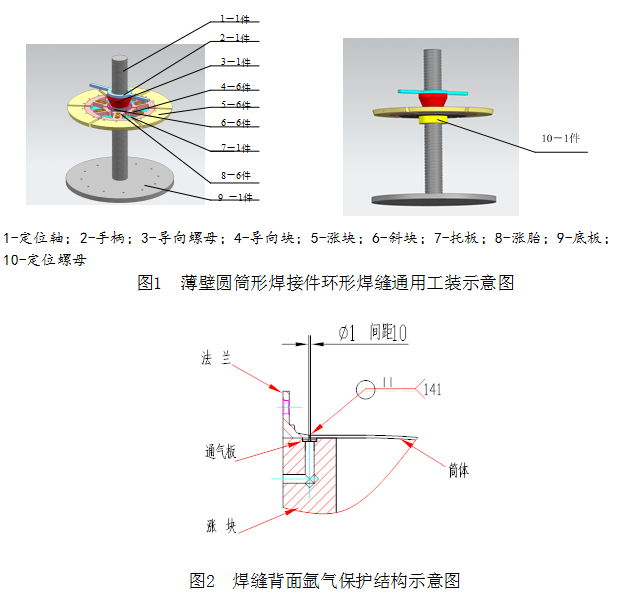
薄壁圆筒形焊接件环形焊缝通用工装主体结构(见图1)由手柄、导向螺母、导向块、斜块、涨胎、涨块、托板、定位螺母、底板组成通过定位轴连接在一起。
序号6(斜块)、7(托板)、8(涨胎)焊接在一起,形成一个整体,序号4(导向块)用螺钉固定在序号7(托板)上,用于压紧序号8(涨胎),序号8在导向块上可沿径向滑动;这些零件形成涨形部分的主体结构,将其套在序号1、9组成的支撑上,通过序号10调节主体结构的高度;序号5(涨块)通过螺栓与涨块连接在一起,涨胎外径按焊接件内径设计,通过更换序号5可以满足不同内径筒体的焊接需要;涨胎外圆上设计出8mm宽的环槽,避免焊接时与焊缝粘连,在环槽上设计通气板(见图2),焊接时通氩气对焊缝背面实施保护。
2 工作原理
薄壁圆筒形焊接件环形焊缝通用工装使用时首先用压板将零件底端固定到工装的底板上,依据薄壁圆筒形焊接件环形焊缝的不同位置,将定位螺母调节到适当的高度。然后将涨形部分主体结构放在定位螺母上,将涨块沿导向块推向中心,用螺栓将涨胎与涨块连接在一起。旋转涨胎手柄,使导向螺母向下运动,从而推动斜块使六瓣涨块沿着六件导向块的方向同时均匀地沿径向将零件涨紧。
3 应用实践
由于焊接工艺是局部加热,不可避免地产生内应力和变形。在焊接过程中局部加热形成不均匀的温度场,与此同时焊接热源随时间而改变,焊缝区和近缝区不同位置经受着不同的焊接热循环过程,由此在材料中产生不同的内应力-拉应力和压应力。当受到约束时,在局部内应力达到材料屈服极限之处,便产生了塑性变形。当温度恢复到原始状态后,零件产生了新的应力和变形-残余应力和残余变形,焊后存在于结构中的变形主要有5类:纵向收缩变形(沿在焊接方向的收缩)、横向收缩变形(垂直于焊接方向的收缩)、挠曲变形、角变形(焊后构件围绕焊缝产生角位移)、波浪变形。
焊接变形的横向收缩引起轴向尺寸缩短,纵向收缩引起安装边和筒体椭圆变形。横向收缩可以采用法兰边预留余量的方法,组合加工解决;而纵向收缩引起的椭圆变形需要根据焊件的设计图纸精度要求采用不同的方法来加以控制。焊接时在筒体内部使用工装,利用涨胎涨紧筒壁,增加薄壁筒体刚性,从而达到减小筒体椭圆变形的目的。应用实践中的零件如图3所示。
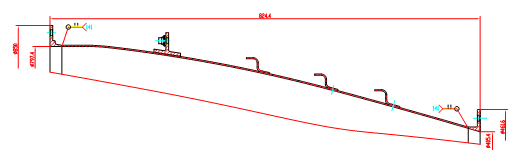 图3 零件示意图
图3 零件示意图
3.1 半圆形涨胎
本单位以往圆筒形焊接件环形焊缝的工装采用半圆形涨胎,半圆形涨块来涨紧筒壁控制焊接变形的。
半圆形涨胎结构如图4所示。使用时手工搬动螺杆,使涨块沿径向涨紧零件,涨紧后测量水平、垂直两个方向直径差,保证焊接前零件的圆度。
用半圆形涨胎焊接零件如图5所示。
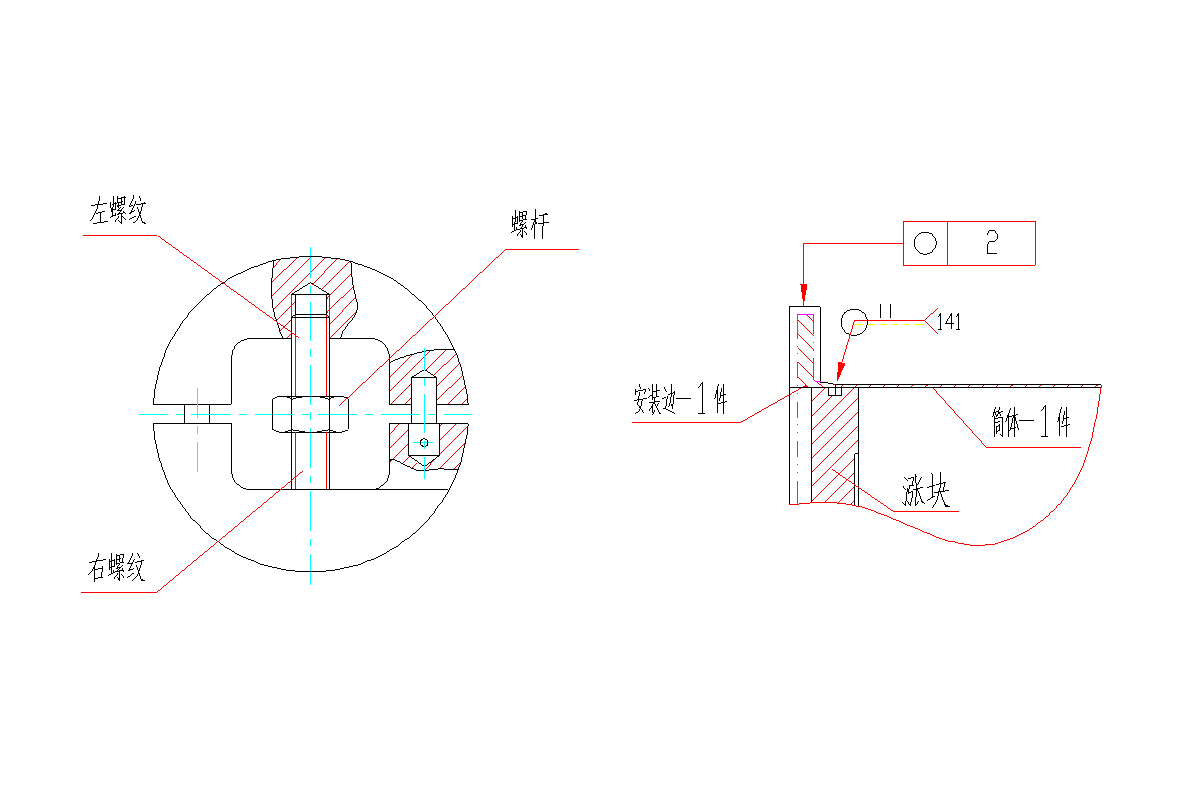
图4 半圆形涨胎示意图 图5 试件1焊接变形控制示意图
由于加工误差,涨不圆,涨紧力小,焊接变形的控制不是很理想。
半圆形涨胎涨紧薄壁筒体与法兰盘焊接后法兰盘的形状公差圆度为2(见图5)。
3.2 通用工装
在我单位某单件生产的试验件上,为了控制纵向收缩引起的椭圆变形,在生产中采用了该通用工装,有效地控制了该零件残余变形。该工装的设计突破了以往批量生产零件所用的复杂的焊接工装,以简单、通用性强为出发点。
通用工装焊接零件如图6所示。通用工装的优点是六瓣涨块同时涨紧,涨紧力均匀对称分布;结构简单,操作方便,通用性强,适合单件生产。
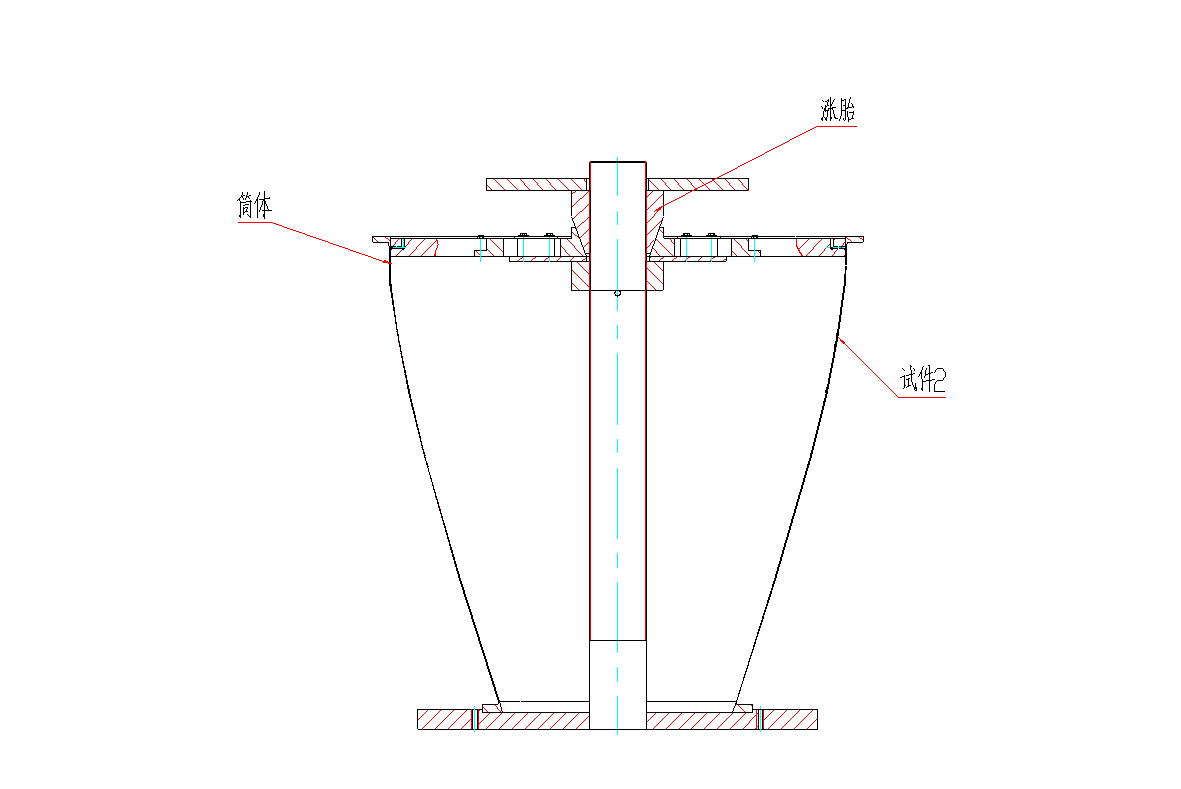
图6 试件2焊接变形控制示意图
使用该通用工装涨紧试件焊接后对法兰盘外径变形情况进行检测;在法兰径向方向均匀取6点(图7)测试直径数值见表1,然后计算出直径最大差值。
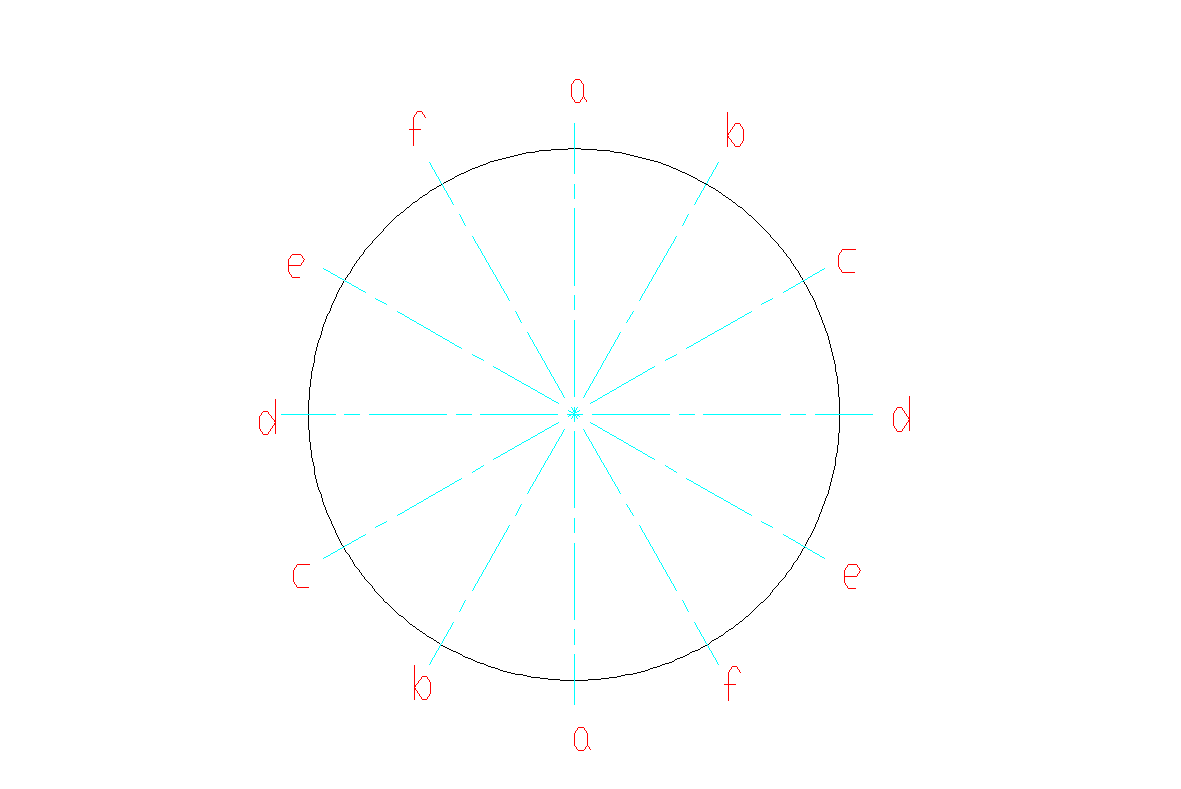
图7 法兰圆度测点示意图
表1 取点测量圆度数值
| 取点 | a-a | b-b | c-c | d-d | e-e | f-f | 圆度 |
| 直径/mm | 859.9 | 859.7 | 860.1 | 860 | 859.8 | 859.7 | 860.1-859.7=0.4 |
表2 焊接后法兰盘的圆度比较
| 名称 | 焊接前圆度/mm | 焊接后圆度/mm |
| 试件1(半圆形涨胎工装) | 0.2 | 2 |
| 试件2(六瓣形涨胎) | 0.2 | 0.4 |
4 结论
采用该通用工装有效减小了圆柱形壳体与法兰对接环形焊缝的径向变形,对控制该类焊接件的圆度效果显著。该工装结构简单,使用方便,通用性强,只需更换六块涨胎即可适应不同直径范围零件的焊接,适合单件生产;在涨胎上设计出环形槽,使用时通氩气,可以对背面焊缝实施保护,对于焊接不锈钢、高温合金类零件,可保证焊接质量。
参考文献
[1]田锡唐,顾福明,高进强.圆柱壳体与法兰对接环形焊缝的焊接变形规律研究[J].材料科学与工艺,1997,(9).
[2]许旭东,李光俊.控制不锈钢筒体焊接变形工艺[C].中国航空学会青年科技论文集,2004.
[3]田锡唐.焊接结构[M].北京:机械工业出版社,1982.
收稿日期:2018-01-07
作者简介:许丹丹(1988-),女,辽宁锦州人,中国航发沈阳发动机研究所工程师,研究方向:工艺设计。





