1 我国钢结构厂房发展情况
近年来,我国建筑钢结构行业发展迅猛,据钢结构分会统计,2015年我国房屋建筑钢结构占总体钢结构比例最高,约为60%,桥梁钢结构占比12%、非标钢结构16%,占比最低的是塔桅钢结构。
由上述数据分析可知,钢结构的主要增量来自房屋钢结构的应用,其主要与我国大力推广发展装配式建筑的政策导向有关,如:2016年2月6日国务院印发的《关于进一步加强城市规划建设管理工作的若干意见》、9月27日国务院办公厅印发的《关于大力发展装配式建筑的指导意见》(国办发〔2016〕71号),均提出要大力推广装配式建筑,力争10年左右装配式建筑在新建建筑占比达30%。
钢结构厂房是装配式建筑的重要形式之一,由于所有构件基本可采取工厂制作、现场拼接安装的施工方法,因此施工周期短、综合效益好,同时随着防火、防腐新产品的不断研发,钢结构抗腐蚀性差的问题得到了较好解决,钢结构厂房施工技术体系逐渐走向成熟,成品质量可靠,具有广阔的发展前景。
2 厂房钢结构制作安装施工技术要点
根据钢结构厂房施工实践分析可知,其质量好坏主要取决于两大因素:(1)构件制作质量;(2)现场拼接安装质量。基于此,文章主要从钢构件制作和安装两个方面着手,具体分析了厂房钢结构施工技术要点。
2.1 厂房钢结构制作要点
钢结构一般预制工艺流程如下:放样→下料→拼板、切割、组立→埋弧焊接→钻孔→组装、矫正成型→零配件下料→制作组装→焊接和焊接检验→防锈处理、涂装、编号→构件验收出厂。
在钢结构制作中,需合理选择加工方法、设备,规范开展每一道工序作业,重点抓关键工序、关键零件,做好构件检测、验收工作,切实保证构件质量满足要求。以焊接工程为例,其是钢结构制作的关键环节,必须根据钢结构构件合理选择焊接方法,多数采用自动埋弧焊机、半自动气体保护焊机,个别部位手工施焊,规范开展焊接作业,严禁出现焊瘤、夹渣、气孔、焊缝尺寸偏差大等质量问题,一、二级焊缝按要求进行无损检测。
2.2 厂房钢结构安装要点
钢结构安装施工方法众多,国内常见的有高空散装法、分条(块)安装法、高空滑移法、整体吊装法、整体提升法等,表1列举了几种厂房钢结构安装方法的适用情况。
表1 几种厂房钢结构安装方法的适用情况
| 方法 | 安装施工 | 适用范围 |
| 高空散装法 | 在设计位置对小拼单元/散件进行总拼,包括全支架安装、少支架悬臂安装 | (1)适用于任何形状空间结构的安装,不适合高度/跨度大的空间结构,需耗费大量支架,经济性差;(2)适用于节点形式为螺栓球节点的三角形网壳结构 |
| 分条(块)安装法 | 条(块)单元在地面拼装、设计位置连接总拼 | 适用于分割后结构刚度、受力变化较小的中小型网格结构,安装高度不宜过大 |
| 高空滑移法 | 分条单元通过滑轨上单条滑移至设计位置总拼 | 适用于建筑平面为矩形、梯形或多边形等网架 |
| 整体吊装法 | 构件在地面总拼,起重机吊装就位 | 适用于中小跨度、曲面型的空间网格结构,适合工期短或拼装场地有限制的情况 |
| 整体提升法 | 构件在地面拼装,整体提升至预定位置安装就位 | 适用于下部为周边支承的大跨度网格结构,同时具备使用大功率起重机械的条件 |
在钢结构厂房安装施工中,必须要考虑结构受力情况、构造特点、施工技术条件以及场地条件等诸多因素,在满足质量、安全、进度等要求的前提下,合理选择安装施工方法,确保技术可行、成本可控,从而取得最佳的综合效益。
3 实例分析
3.1 工程概况
惠州物流基地位于大亚湾湾顶,霞冲以西,澳头港以东。根据惠州物流基地总体规划,油建维保基地布置在惠州物流基地内L2区块的东南角。本工程主体项目为维修车间,长115.8m、宽36m、建筑面积5089.85m2,建筑总高度16.4m,分2个功能区——设备维修区、办公区。本工程设备维修区为单层双跨门式钢架结构,地面均布荷载10t/m2,其内设有1台10t-16.5m桥式起重机及1台32t-16.5m桥式起重机,耐火等级二级;办公区为提供现场办公、休息的辅助用房,设置于车间西侧,为混凝土框架结构,建筑层数4层,层高3.9m,建筑总高度15.75m。其功能包括工具间、人员休息间、办公室及卫生间等。
3.2 钢结构制作
本工程钢结构制作流程如图1所示,具体制作要点如下:
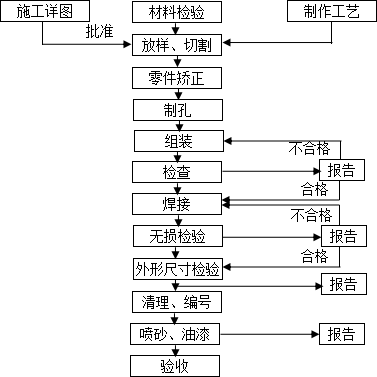
图1 制作流程图
3.2.1 放样号料与切割
严格按照施工图进行放样,气割下料,预留好加工余量;切割前将钢材表面切割区清理干净,切割后确保无裂纹等,偏差在允许范围内。
3.2.2 矫正与成型
采用冷矫正、冷弯曲方法,对切割后钢材变形进行矫正,偏差满足表2的要求。
表2 钢材变形矫正允许偏差(单位:mm)
| 项目 | 钢板局部平面度 | 型高弯曲矢高 | 垂直度 | |||
| t≤14 | t>14 | 角钢肢 | 槽钢翼缘对腹板 | 工字钢、H型钢翼缘对腹板 | ||
| 允许偏差 | 1.5 | 1.0 | l/1000,且≤5.0 | b/100双肢栓接角钢的角度≤90 | b/80 | b/100,且≤2.0 |
注:t-切割面厚度。
3.2.3 边缘加工
采用手砂轮打磨加工方式,主要部位包括:构件外露边缘;焊接边缘;直接传力边缘。允许偏差要求见表3。
表3 边缘加工允许偏差要求
| 项目 | 零件宽、长 | 加工边直线度 | 相邻两边夹角 | 加工面垂直度 |
| 允许偏差 | ±1.0 | l/3000,且≤2.0 | ±6° | 0.025t,且≤0.5 |
3.2.4 制孔
采用磁力钻/台钻进行钻孔施工,制孔等级为C级螺栓孔,允许偏差要求见表4,若是检查发现螺栓孔尺寸偏差抄表,严禁以钢板直接堵塞,可在补焊后重新钻孔。
表4 C级螺栓孔允许偏差(单位:mm)
| 项目 | 直径 | 圆度 | 垂直度 |
| 允许偏差 | +1.0 0.0 | 2.0 | 0.03t,且≤2.0 |
3.2.5 检验验收
构件焊接后、出厂前均需做好检验验收工作,切实保证构件制作质量满足要求。
3.3 钢结构安装
3.3.1 半成品运输
本工程钢构件统一在工程完成半成品的制作加工,主要加工工序有连接板、加劲板焊接、钻孔、防腐等。半成品出厂验收合格后,分批运输至施工现场,为保证构件运输安全,以枕木、木枋等将构件与底层、构件与构件相互隔离,以免防腐层因为频繁摩擦而出现损坏的情况。
3.3.2 半成品存放
钢构件半成品运输至施工现场后,若是条件允许可直接吊装,若是无法立即施工,则需将其堆放在指定位置,要求堆放整齐,防止足够的枕木/木枋。
3.3.3 钢结构安装
(1)安装准备工作。在钢结构安装施工前,需做到构件与安装支座(牛腿)位置的安装控制线已标明、混凝土强度达设计要求、基础通过验收并中间交接,具体允许偏差要求如表5所示;施工机具准备到位,完成焊机电源、电流调试,确认吊车行驶道路压实。
表5 中间交接允许偏差(单位:mm)
| 项目 | 建筑物定位轴线 | 基础上柱 | 地脚螺柱(锚栓)位移 | 相关场地 | |
| 定位轴线 | 柱底标高 | ||||
| 允许偏差 | L/20000,且≤3.0 | 1.0 | ±2.0 | 2.0 | ±200mm(回填土夯实) |
(2)钢结构安装。具体要点如下:管廊钢结构安装需遵循“主梁→次梁→垂直、水平支撑系统”的顺序,从下至上、先主梁后次梁,安装次梁时需先两端后中间,主梁点焊临时固定,两端最近次梁与主梁临时普通螺栓连接;螺栓安装,采用高强度螺栓,必须使用配套螺母、垫圈,保持构件磨擦面干燥,高强度螺栓穿入孔内时严禁采用强行敲打的方法,当天安装的螺栓当天终拧完毕。
4 结语
综上所述,在我国工业厂房建设中,钢结构因其跨度大、自重轻、安装便捷等优点被广泛应用。根据实践可知,钢结构从原材料采购、构件制作到现场安装,均有着十分严格的要求,必须根据项目实际情况,合理确定钢结构制作要求,综合考虑工程质量、安全、工期、成本等多方面因素,制定最优安装方案,切实保证钢结构厂房施工圆满完成。
参考文献
[1]季涛.大型钢厂工业厂房钢结构施工的若干技术问题[D].西安:西安建筑科技大学,2009.
[2]丁怀鑫,牛会勇,金万浩,等.空间多牛腿式铰接网格结构安装技术研究[J].钢结构,2016,(7).
[3]邓迎芳,徐晓博.大跨重型钢结构工业厂房安装技术[J].施工技术,2012,(9).
[4]王桂亮,张峰,谢明光.钢结构重型工业厂房安装技术[J].钢结构,2011,(3).
[5]李欣云.大型钢结构厂房施工监理控制要点[J].工程建设与设计,2007,(4).
收稿日期:2018-03-18
作者简介:魏琨(1982-),男,河北张家口人,中海油能源发展股份有限公司管道工程分公司工程师,研究方向:建筑施工。





