1 系统介绍
在当前的焊接材料制造中,涉及的设备种类、厂家较多,拉丝机就是焊接材料生产设备之一,常见的拉丝机有直径式拉丝机、剥壳拉丝机、滑轮式拉丝机和卧式拉丝机等,主要应用在对铜焊丝、铝焊丝、埋弧焊丝、焊条拉丝切丝等金属材料的制造领域,是焊接材料制造的重要设备。针对目前现场总线技术无法满足工业控制领域对信息传输的速率以及信息传输实时性的较高需求,PROFINET实时协议迅速发展起来。该协议在通信方面较现场总线技术有更好的实时性以及更高的传输速率,PROFINET是PROFIBUS组织推出的基于工业以太网的开放式现场总线,PROFINET是实时现场总线,可以用于实时性高的场合,如运动控制。PROFINET目前是西门子主推的现场总线,对于西门子来说,PROFINET就是西门子未来自动化发展的趋势之一,不同拉丝机厂家生产的自动控制设备可以组成工业网络,在综合控制中心进行集中监视、控制。
焊接通材料制造大部分的拉丝机控制系统是使用PROFIBUS DP通信协议进行设计的,而随着通信技术的发展,焊接材料制造过程对拉丝机设备的运行速度、控制精度、安全性等的要求也相应提高,S7-1200与G120 PROFINET实时通信协议能够满足拉丝机控制系统的即时通信要求。
本文通过对LD600/6拉丝机控制系统的分析,以S7-1200PLC为核心,配置西门子G120变频器PM240-2功率模块及CU250S-2PN控制器、维纶MT8102触摸屏,通过PROFINET通信协议实现了7台变频器与PLC之间的PROFINET的拉丝机自控系统设计方案,工业以太网PROFINET变频器调速电气控制的拉丝机设备卷筒可以任意位置投入切除、自由工艺组合等灵活性、系统稳定、操作直观、简单、维护方便、控制精度也较高的优点,同时接入网络,可以实现远程监控。
根据焊接材料制造设备中拉丝机自动控制系统的特点,选择S7-1200 1212C为拉丝机自动控制系统的核心部件,集成PROFINET的RJ45接口,集成的PROFINET接口用于进行编程以及HMI和PLC-to-PLC通信,板载4个高速计数器(可通过数字量信号板扩展)和4路脉冲输出;传动装置选择采用模块化设计的SINAMICS G120 PM240-2 55kW 6SL3210-1PE31-1UL0功率模块,它适用于输入为380~480V交流电源,其控制单元选择采用CU250S-2PN,CU和功率模块PM完全分开,通信集成在CU里,使得系统的可靠性大大提高。人机界面选择带有PROFINET接口的维纶MT8102操作屏。传感器动态检测卷筒舞轮的位置,并在触摸屏上显示传感器检测值,通过PLC程序PID计算,调整变频器的输出频率,使相邻卷筒转速自动调整。
本系统通过PC机、PLC、变频器均连接至TP-LINK路由器组成控制系统,通过网线连接实现程序的上传及下载,能方便地对程序进行上传下载、在线监控和修改等,S7-1200PLC、MT8102和G120通过PROFINET进行通信,最终实现拉丝机动作,拉丝机自动控制系统的结构如图1所示。
2 控制系统构成
拉丝机自动控制系统的编程软件采用西门子公司开发的博图V13.0SP1进行设计,本系统采用s7-1200PLC及MT8102触摸屏通过TP-link交换机的全数字PROFINET通信控制模式,可随时远程监控,修改设备各种工艺参数,经PLC处理后控制各个变频器的运行,通过网线接入以太网,实现控制中心监控生产线运行。拉丝机的启动、停车、点动、速度设置、计数长度、卷筒直径以及其他相应的设置均通过触摸屏设置,控制程序采用博V13.0SP1编写PLC控制程序,PLC将控制程序的运算结果通过profninet通信发送给各个变频器,变频器采用CU250S-2控制单元通过通profninet通信接口接受指令,各个变频器根据PLC的指令运行。触摸屏可以设置运行速度、长度设定及计米修正,触摸屏可以监控当前生产米数、当前重量、电机的运行速度、电流和故障报警等。
本拉丝机采用维纶MT8102为人机界面,采用西门子S7-1200PLC通过profninet通信方式与PM240-2功率模块、CU250S-2PN为控制单元的变频器通信,各变频器通过profninet实现运行,系统组态时首先新建项目后在左边新建的项目中点击添加新设备,添加S7-1200PLC及G120控制单元、功率单元,站点进行硬件组态(图2)并设置好PLC及变频器、触摸屏IP地址等。
3 G120调试
G120调试首先使用网线完成硬件上的连接,电脑、S7-1200PLC、G120变频器控制单元PN口、触摸屏PN口均连接到TP-LINK以太网接口。其中,G120变频器控制单元PN口串联后接到TP-LINK以太网接口。打开TIA PORTAL软件创建S7-1200项目并组态S7-1200PLC及G120变频器控制单元、功率单元新设备,组态完成后首先设置好S7-1200PLC的IP地址等保存项目并下载项目至PLC。转至在线,会自动搜索网络中的Profinet IO设备,并显示在列表中。在任何网络中,设备的IP地址必须是唯一的,选中要分配IP地址的变频器(G120控制单元的MAC地址存储于参数r61002,根据MAC地址选定变频器,该地址在出厂时由厂家为每台设备分配,MAC地址唯一并且不可以修改),根据选中的变频器点击“OK”按钮为变频器设置IP地址,子网掩码、设备名称等,IP地址设置好后,通过G120的相关只读参数(r60000,设备名称;r60001,IP地址;r60002,物理地址;r60003,网关;r60004,子网掩码)等进行验证。设置好后可在安装有变频器调试软件的TIA PORTAL软件中进行变频器调试及参数等修改。
![]()
![]()
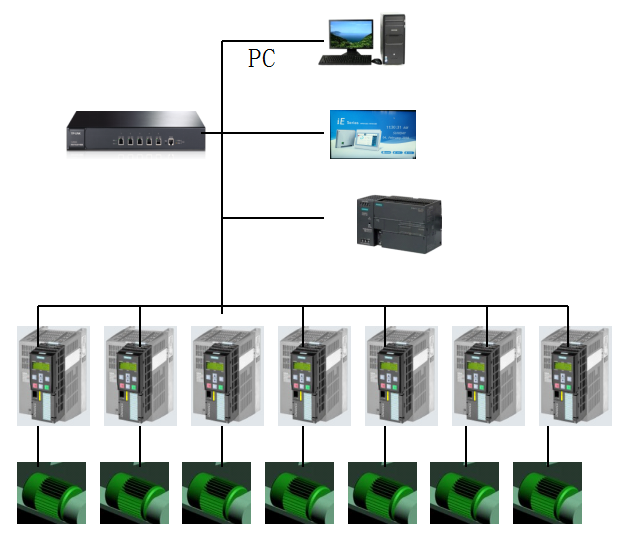
图1 拉丝机自动控制系统结构示意图
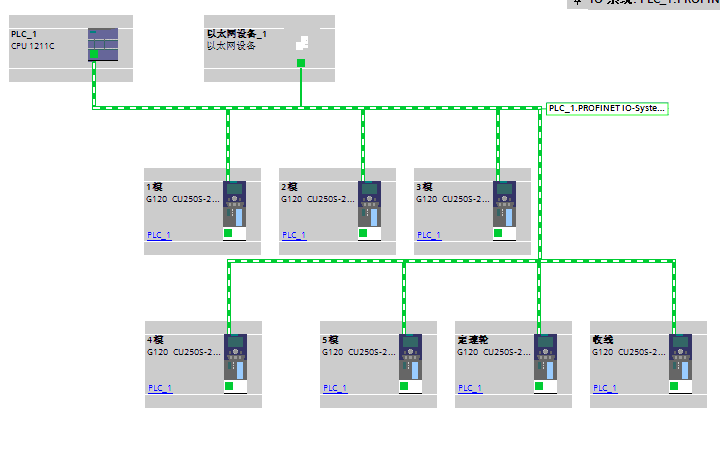
图2 系统硬件组态图
4 系统设计
4.1 电机速度给定
拉丝机各个电机速度需要同步进行调节,并且对动态响应的速度要求较高。控制以S7-1200PLC程序为控制核心,并配置触摸屏人机界面,可以随时监控、修改设备各种工艺参数、PLC根据触摸屏的设置参数,以拉丝机定速轮为基准、各卷筒焊丝的秒流量相等的原则计算出各卷筒的主给定速度,通过profninet通信发送至变频器来完成电机的同步。同时,可以在触摸中设置任意位置卷筒投入或者切除、系统运行平稳。
4.2 舞轮PID控制
舞轮连接位置传感器检测焊丝张力的大小,将舞轮位置信号转换成0~10V的电压信号,输入到变频器模拟输入端,作为卷筒过程速度PID调节的反馈输入;可以在触摸屏上设置舞轮PID调节的目标值,一般设定舞轮机械行程的中间位置为舞轮过程PID的目标值。目标值和反馈值经过PLC程序PID计算以及限幅后作为变频器的辅助给定值,调整变频器的输出频率增加或者减少,使相邻卷筒自动调整转速。
4.3 拉丝机脚踏控制及自动减速控制
拉丝机自控系统在各卷筒分别有一个脚踏开关盒,引丝时各传动点踩脚踏开关点动运行,踩某一脚踏开关,包括当前卷筒及之前的卷筒全部运行,松开脚踏开关即停止,正常运行时各卷筒的线速度根据各卷设定系数随定速度轮线速度变化而变化,当收线计米与设定米数比较达到一定值时自动减速至达到设定米数自动停机,设定米数和减速速度等可在触摸屏上进行设置。
5 结语
采用S7-1200PLC与G120与PROFINET采用工业以太网技术profninet通信控制,其硬件配置与程序编写软件采用西门子博图V13.0SP1完成,采用普通的网线进行PROFINET通信,降低了干扰,提高了通信的实时性,减少了现场布线的烦琐,使控制柜更整洁,降低了故障率,提高了设备的稳定性,保证了成品焊丝的质量。采用S7-1200配合G120变频器profninet通信进行控制的拉丝机自动控制系统,完全能够满足拉丝机自动控制系统精度高、运行速度快的控制要求,能够实现在控制中心远程监控,具有很强的实用性和先进性,方便更换品种规格,满足不同品种的速度要求。该系统已在我公司有色生产线大拉机上投运,系统运行稳定。
参考文献
[1]詹昌义.PLC在直线式拉丝机控制系统中的应用[J].中国高新技术企业,2012,(2).
[2]张国栋,王有春.PROFINET的实时性及其协议分析[J].计算机测量与控制,2017,(3).
[3]孙凡金,刘彦呈,潘新祥.PROFINET工业以太网实时通信协议分析[J].低压电器,2008,(21).
[4]张琦,尹嘉娃.PROFIBUS与PROFINET现场总线比较与应用[J].湖南工业大学学报,2014,(3).
[5]廫常初.S7-1200/1500PLC应用技术[M].北京:机械工业出版社,2018.
[6]王斌,曲杰,张国旭,等.PRoFINET总线技术在西门子TIA博途软件中的应用[J].锻压装备与制造技术,2015,50(6).
收稿日期:2018-04-15
作者简介:罗加利(1972-),男,四川自贡人,供职于四川大西洋焊接材料股份有限公司,研究方向:工厂供电和电气控制术及熔炼焊剂制造技术。





