某船可调螺距螺旋桨(简称“调距桨”)型全回转舵桨是一种Z型传动装置,主要功能是将柴油机发出的动力通过高弹性联轴节、短轴、万向轴、中间轴、万向轴、离合器及舵桨上下齿轮箱内两对螺旋锥齿轮传递至螺旋桨产生推力,推力大小通过电液遥控系统改变调距桨的桨叶螺距实现;同时可以指令电液控制系统控制带螺旋桨的下齿轮箱,任意无限制地向左或向右回转,因此,螺旋桨的全部推力可以作用于任何方向,从而获得推进和推力方向的最佳配合。舵桨轴系布置图如图1所示。
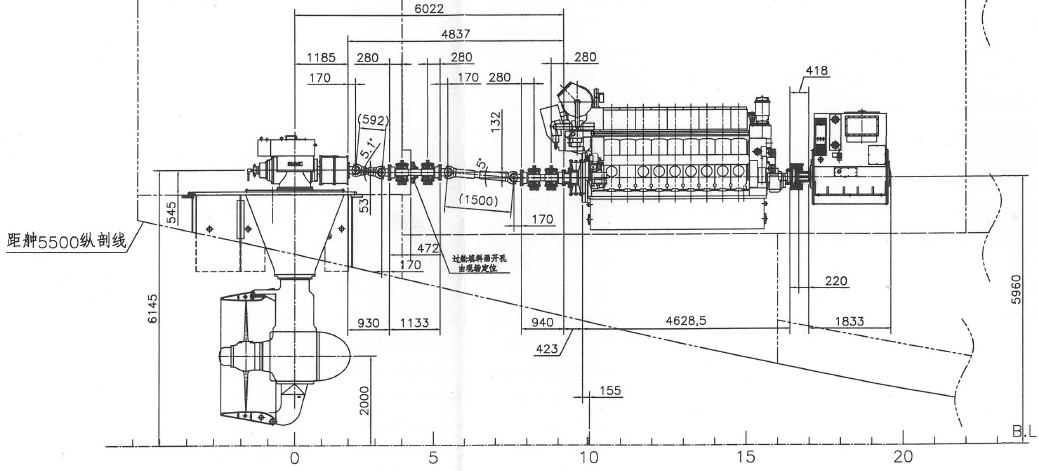
图1 舵桨轴系布置图
1 前期准备
熟悉相关图纸,如舵桨布置图、舵桨传动轴系安装说明书、短轴组件和中间轴、隔舱密封、隔舱填料函、气胎离合器说明书和联轴节图纸等。同时,主机座、中间轴承座、舵桨座应焊装完毕,且报验合格。
2 轴系中心线测定
按照轴系拉线图进行激光拉线校中,确认舵桨基座、中间轴承座、主机基座的位置,同时,在艏艉、左右方向做好相应标记,轴系拉线图如图2所示。
艏基点选在#22肋位,艉基点选在#0肋位。由于轴系为曲折轴系,需选择多个基点,各基点根据图纸要求,需距船舯5500±3mm,且左右两轴线平行。
舵桨轴线与舵桨基座、中间轴承座间距,主机轴线与主机基座间距在要求范围内。
舵桨基座中心与中间轴承座、主机座后端面距离在要求范围内。
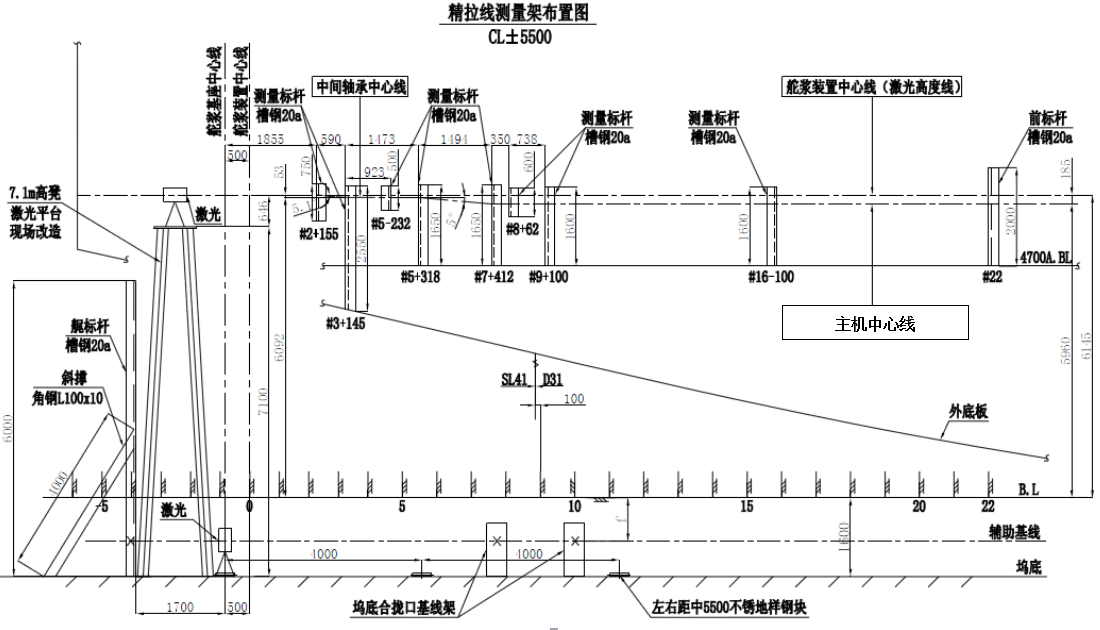
图2 轴系拉线图
3 舵桨装置的安装
待位置确认后,按舵桨装置法兰座加工图加工法兰座平面,并配钻螺栓孔Φ33(32个),其中铰制孔Φ30(4个)。同时加工紧配螺栓,配合公差为-0.005~-0.02mm。
吊装前应清除作业部位焊疤、垃圾等。吊入舵桨装置,应注意舵桨装置左、右机的方向,并注意舵桨装置及底座对中记号。确定安装基座下表面与舵桨装置法兰完全吻合后,用塞尺检查间隙≤0.5mm。然后插入所有螺栓,并按相对方向对角拧紧,其中有4个铰制螺栓,紧配螺栓安装时需涂上二硫化钼。
4 轴系安装
本船动力传动轴系由短轴、万向轴、中间轴、万向轴及离合器组成。该系统安装在柴油机飞轮输出端与舵桨输入轴之间,处于曲折轴线上的连接,包含水平和垂直方向的两种数值。传动轴系安装布置的理论基础是使所有万向轴折角相等,该要求是万向轴的基本原理,是避免角速度周期性不等所必需的。
4.1 安装要求
本船的轴系安装在船舶建造出坞后,系泊码头时进行,为保证校中精度,在轴系安装前需达到如下要求:
(1)在机舱区域内,主甲板以下的主结构、大的舾装件焊接及火工矫正等工作均已完成,振动性工作必须停止;
(2)在轴系布置区域内,机舱、舵桨舱与船体连接的油、水柜等均已进行气密性试验,并报验合格;
(3)船舶下水后应漂浮在静止或风浪较小的水面上,以减少风浪的影响,同时尽可能接近船舶最常见的压载状态,以减少船体变形造成的误差,将船舶处于正浮状态(左右吃水大致相等,艏艉吃水差不大于200mm)。
4.2 安装方法
本船轴系安装校中时以安装固定好的舵桨装置离合器轴心线为基准,从舵桨往主机方向进行轴系校中。其中,校中必须是单独完成,即校中好一个设备,且安装固定好后,再去校中下一个设备。
通过测量已定位设备的法兰与被定位设备的法兰之间的曲折值、偏移值和轴向距离来判断设备位置是否符合要求,并确定调整方向及调整量。
其中,曲折值用于控制被定位设备轴中线与已定位设备轴线夹角;偏移值用于控制被定位设备轴中线与已定位设备轴线的相对位置(高度和左右方向),包括垂直偏差、水平偏差;轴向距离用于控制被定位设备轴中线与已定位设备的轴向间距,具体如图3~图4所示。
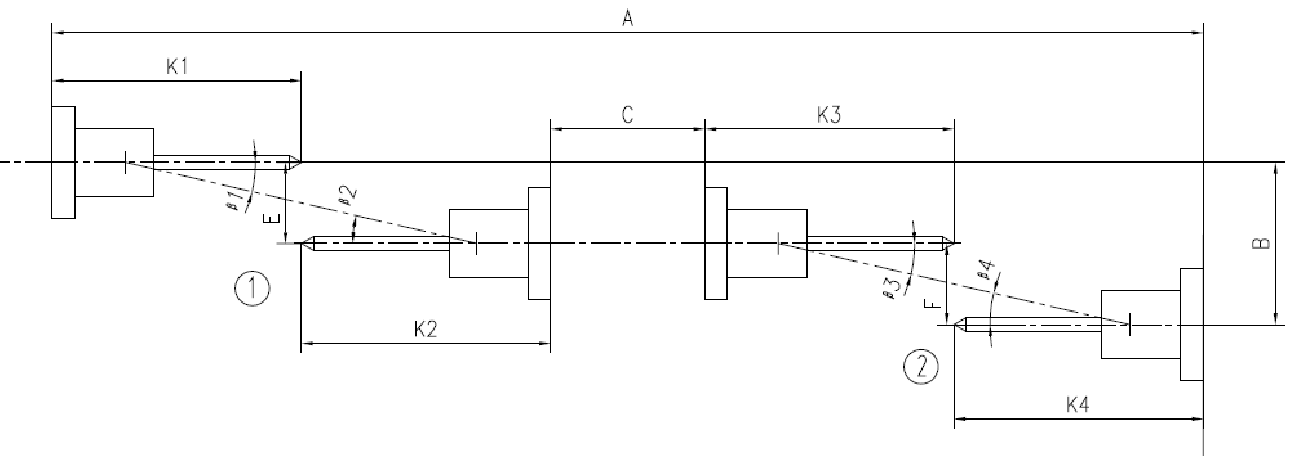
图3 轴系对中测量示意图
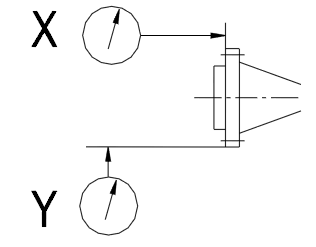
图4 轴系曲折偏移值测量示意图
4.3 安装要求
将相关设备及工具吊运上船,然后进行轴系校中,具体操作步骤如下。
(1)将测量杆与舵桨离合器输入法兰、短轴法兰及中间轴法兰相连接,安装时应保证长度适中,位置正确,以便后续正式安装万向轴时能落到正确位置上。
(2)调整中间轴和短轴两端轴承座,使测量杆的两尖对准,且使测量杆平行。
(3)调整中间轴和短轴两端轴承座,使测量杆尖端允差最大为1mm,在俯视方向上,中轴线不同轴变化最大为2mm,同时检查所有法兰的跳动量,X、Y值不超过0.1mm。
(4)转动各轴,在90°、180°和270°的位置进行复测,若发现超差,则重新调整。
(5)用直尺测量图3的尺寸,并使其在允许范围内,其中:
(6)检查调整轴承座外端面,使其与轴线的端面跳动<0.15mm。
(7)检查调整轴承滚子游隙。上下位置:上部间隙>0.10mm,下部间隙为0mm;左右位置:间隙相等,允差<0.03mm;前后位置:间隙相等,允差<0.03mm。
(8)检查调整轴承座内孔与轴承外圆的间隙。下部应紧密贴合,没有间隙;左右间隙相等,允差<0.03mm;前后位置间隙相等,允差<0.03mm。
(9)所有设备在正确定位后,拂配中间轴承座与短轴轴承座活动垫块,要求活动垫块与下垫块结合面的接触面积≥70%,每25×25mm2的接触面上不小于3点。
(10)将轴承座固定螺栓先预紧在基座上,并复测相关数据,与螺栓上紧前数据进行比较,若数据超过误差允许范围,则松掉螺栓,重新调整测量;若数据误差在允许范围内,则拆去测量杆,装上万向轴。法兰与底座螺栓按要求的扭矩上紧。
5 主机定位安装
(1)转动短轴,测量短轴法兰与主机高弹的跳动量,如图5所示。通过调整主机各顶升螺栓和调整垫块,使主机高弹与短轴轴向间隙符合规范要求。同时,测量主机各缸拐档是否满足要求。
(2)校中调整完毕后,可以进行主机环氧浇注工作。
(3)环氧树脂固化,且符合要求后,安装主机所有的地脚螺栓,按主机安装图均匀地紧固地脚螺栓,从中部两边开始先预紧,然后是最前面和最后面的螺栓。全部螺栓预紧后,再按顺序上紧螺栓至上紧力矩,上紧力矩允许误差为±5%。
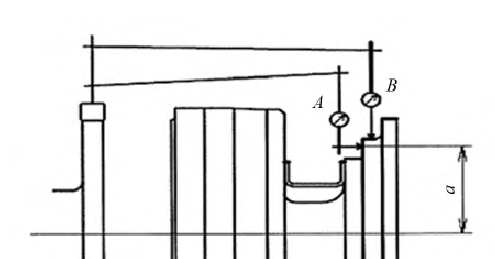
图5 跳动量测量示意图
6 结语
从船轴系的安装过程可以看出全回转舵桨轴系安装的特点。调距桨型全回转舵桨是一种操纵灵活、运行可靠的船舶推进设备,使船舶在航行中不改变主机的转速及转向即可实现各种工况下的航行操作。遥控改变桨叶螺距可使船舶从极低的航速(推力)以任意的速度(推力)变化改变船舶的航行状态,或者迅速停船倒航;也可遥控改变舵桨舵角使船舶原地回转或船舶原地横移。
参考文献
[1]倪卫国,薛巧弟,王春琳.全回转舵桨推进装置和曲折轴系安装技术探讨[J].机电设备,2006,(2).
[2]张雷.全回转螺旋桨轴系的定位安装[J].珠江水运,2000,(10).
(作者王晓冬供职于中港疏浚有限公司设备部)





