1 焊缝成形尺寸测量系统的硬件结构
焊缝成形尺寸测量系统主要由工控机、电机拖动系统、焊接机器人、激光发射器、数字摄像机、滤光片和图像采集卡等组成,如图1所示。
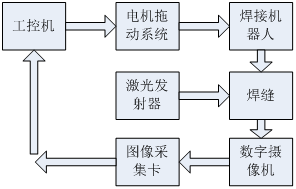
图1 焊缝成形尺寸测量系统结构图
激光发射器、数字摄像机和滤光片组成系统中最重要的视觉传感部分。激光发射器选用RL650-50G3型号,其发出的线结构光波长为650nm,最大输出功率为50MW,出光张角120°;数字摄像机选用海康MV-CA030-10GC型号的CCD相机,其分辨率达300万的像素。滤光片选型应和激光发射器匹配,因此选用中心波长为650nm的滤光片,保证激光发射器发射的结构光能通过滤光片,而其他波长光无法进入。
工控机是系统的控制核心,它既发送命令进行系统的运动控制,又接受图像采集卡发送来的信息并处理,最终计算出焊缝的尺寸信息。电机拖动系统是整个动力执行机构,由它控制焊接机器人移动并焊接,焊接过程中会形成焊缝。激光发射器发射的线结构光照射到焊缝上,并由数字摄像机拍摄其结构光图像,由图像采集卡对光图像进行数据转换,转换成事先定义好的数据格式,然后交给工控机。工控机已知此数据格式,能正确快速地进行图像处理运算,完成对焊缝成形尺寸的测量。
2 结构光的测量原理
结构光测量是一种三角形测量方法,其测量原理如图2所示。
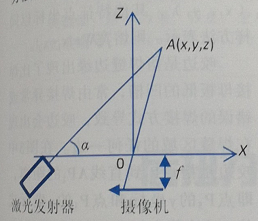
图2中,A点为物理坐标系中的一点,即系统要测量的点,坐标记为(x,y,z),为了绘图方便,只绘制出X轴和Z轴构成的二维坐标系,其中Y轴垂直纸面向里。数字摄像机自身的坐标系与物理坐标系各个轴平行且方向相同。数字摄像机的成像平面为X轴和Y轴组成的平面,物理坐标系中的0点为数字摄像机的镜头中心点,即通过此点小孔成像,摄像机成像平面离0点的距离为f,定义为摄像机焦距。激光发射器发射一个激光平面,此平面与Y轴平行,与X轴夹角为α。将激光发射器安置在(-L,0,0)的坐标位置处,则通过图2中的三角关系,可推算出关系式(1)如下:
xsinα-zcosα=-Lsinα(1)
假设A点在摄像机中成像为B点(-xi,-yi,-f),根据摄像机的成像原理,A点和B点各个轴坐标的比例相同,则结合式(1),可推导出A点坐标满足如下关系式组(2):
x=xiL/(fcotα-xi);y=yiL/(fcotα-xi);z=ziL/(fcotα-xi)(2)
成像平面构成一个XY轴坐标系,即摄像机的像素坐标系,像素坐标系和物理坐标系之间存在一定比例关系,用dx和dy分别表示一个像素所代表的实际物理长度和宽带,假如物理坐标系原点在像素坐标系中为点(Nx0,Ny0),B点在像素坐标系中为点(Nx,Ny),则可推导出B点坐标满足如下关系式组(3):
xi=dx(Nx-Nx0);yi=dy(Ny-Ny0)(3)
式中,dx和dy是摄像机自身的参数,原点(Nx0,Ny0)也是已知点,则由点(Nx,Ny)坐标便可推算出B点坐标,进而求出A点坐标。
激光发射器所发射的结构光照射在一个光滑的平面上时,会呈一条直线,而由于平面上有凹陷或突起时,则光线也同样向里凹陷或向外突起。焊接之后形成的焊缝便呈凹陷或突起状态,这样所测结构光便不是一条直线,而在中间有弧线段,弧线段的起始点和结束点表征了焊缝的起始点和结束点,通过像素坐标系中起始点和结束点的坐标,可计算出实际起始点和结束点的物理坐标,求出焊缝的尺寸。
式(3)中所有量都是已知量,而式(2)中α和L不易用测量工具准确测量,f虽然是摄像机参数,但由于镜头上滤光片的缘故,常常也会存在偏差,本测量系统中会对α、L和f进行标定。理论上摄像机可对无穷远处一个点进行成像,成像点在像素坐标系边缘的位置,像素坐标系中边缘的点(Nxv,Nyv)坐标是已知的,无穷远处的坐标值无穷大,则式(2)中的分母部分为0,即得关系式(4):
fcotα-dx(Nxv-Nx0)=0(4)
因焦距方向为Z轴方向,所以可利用Z轴上不同的两个点z1和z2来做标定, 可得z1和z2的高度差关系式(5):
z1-z2=-fL/[fcotα-dx(Nx1-Nx0)]+fL/[fcotα dx(Nx2-Nx0)](5)
同理,也可以利用Y轴方向来标定,则Y轴上两点距离差满足关系式(6):
y1-y2=dy(Ny1-Ny0)L/[fcotα-dx(Nx1-Nx0)]-dy(Ny2-Ny0)L/[fcotα-dx(Nx2-Nx0)](6)
在(4)~(6)3个公式中,只有3个要标定的变量,其他都为已知量,所以联立三方程式求解可得标定结果。
3 结构光特征提取
因环境噪声的存在,采集到的结构光图像中常混杂很多噪声信号,要想精确的提取结构光特征,必须先对结构光图像去噪。常用的去噪声方法主要有均值滤波,中值滤波,高斯滤波,本测量系统选用中值滤波的方法。滤波后,结构光条纹上及周边的噪声点都被滤除,得到较清晰的结构光图像。为减小计算量,测量系统先提取结构光中心线,再从中心线上提取结构光的特征点。
3.1 结构光的中心线提取
结构光条纹横截面的像素点灰度近似满足高斯分别的特点,因此系统可以利用高斯曲线拟合像素点的灰度分布,将拟合后曲线的极值点作为结构光条纹的中心点。结构光条纹的高斯函数满足关系式(7):
f(x)=A*exp[-(x-xc)2/ρ2](7)
其中,参数A是结构光条纹灰度的最大值,ρ是结构光条纹的宽度,xc是高斯函数的对称中心坐标。对等式两边求对数,可得关系式(8):
lnf(x)=lnA-xc2/ρ2+2xcx/ρ2-x2/ρ2(8)
关系式(8)右边是一个x的二次函数,令lnA-xc2/ρ2=a0,2xc/ρ2=a1,-1/ρ2=a2,lnf(x)=F(x),则有关系式(9):
F(x)=a0+a1x+a2x2(9)
求出参数a0、a1和a2便可求出xc值,进而求出结构光条纹的中心值。假设结构光条纹横截面上共有N个像素点(xi,f(xi)),将每个点带入式(9),并通过最小二乘法,可求出a0、a1和a2的值。
3.2 结构光特征点的提取
结构光特征点包括结构光中心线的曲率极值点、曲率的拐点等。照射在两块焊接母板上的结构光呈现直线形式,而焊缝位置出的结构光呈现弧线形式,因此本测量系统对直线部分和曲线部分采用不同的处理方式。
(1)拟合直线部分。直线拟合采用斜率分析法,结构光中心线的一端记为A点,另一端记为B点。首先从结构光中心线两端同时向中间移动,并逐点计算其斜率,设置一个斜率阈值,当任意一端计算到的斜率达到或超过阈值,则停止向中间移动,并记下此点,直到两端都已停止移动,这时记录下两个点,分别记为P1点和P2点。对A点和P1点间测量点曲线拟合,得到一条直线L1;另一端同理得得到一条直线L2。P1和P2点记为两个特征点。
(2)曲线上特征点提取部分。特征点提取过程如图3所示。
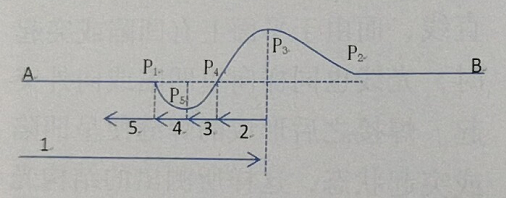
首先,计算P1P2间所有的点到L1的距离,从P1开始向P2搜索找出其中的最大值,其所对应的点即为最高点,记为P3,搜索步骤如图3箭头1所示;再从P3向P1搜索,如箭头2所示,当检测值出现零值的时候,记一个特征点,这一特征点对应为咬边的起始点P4;接着再按箭头3所示方向移动,出现局部极大值,其对应为咬边中心点P5;接着再按箭头4所示方向移动,这时移动到了P1点,则出现了点到直线L1的距离为0的情况,即P1点为咬边的终止点,同时这也是焊缝的起点。如此基本提取出表征焊缝尺寸重要的特征点。
4 焊缝尺寸计算
焊缝成形尺寸有多种表示量,其中熔宽、咬边和余高等比较重要,下文重点讲述这3种尺寸的计算。
熔宽是指连接两块焊接母板的焊缝金属的宽度,这是最常用和最重要的尺寸指标。在图3中P1和P2间的宽度即为熔宽。将P1点坐标记为(x1,y1),其他特征点坐标以同样方法表示。则熔宽W=|x1-x2|。
咬边是指焊缝边缘出现了比焊接母板低的凹槽,常由焊接异常或错误的焊接方式导致,咬边会出现在焊缝区域的任何一边。在图3中咬边是指点P5到直线AP1的距离,即点P5的y坐标和点P1的y坐标之差,咬边值U=|y1-y5|。
余高是指焊缝区域的最高点到焊接母板之间的距离,通俗讲,余高就是焊缝金属比焊接母板多出来的高度量。有些焊缝可能向里凹陷,则没有余高。当焊接的两块母板一样高时,余高为焊缝区域的最高点到任意母板的距离,当焊接的两块母板高度不一样时,余高则为焊缝区域的最高点到两块焊接母板的距离中的最大值。图3中P3点到AP1母板的高度大于到BP2母板的高度,则余高为P3点到AP1母板的高度,余高H=|y3-y1|。
参考文献
[1]吴扬.基于机器视觉的激光焊缝自动跟踪系统的研究[D].武汉:华中科技大学,2014.
[2]张鹏贤.基于激光扫描的焊缝成形尺寸测量[J].上海交通大学学报,2014,48(5):636-640.
(作者李宁供职于青岛滨海学院山东省高等学校机电工程技术研发中心,青岛滨海学院机电工程学院)





