0 引言
铁路货车车辆的检修,对铁路货车安全运行具有相当重要的意义。随着智能制造和工业自动化水平的发展及不断提高,车辆检修作业也顺应时代的发展,采用更高效、便捷、智能的解决方案。
辆份配送是引用精细化管理的原理,在既有货车检修管理模式的基础上,以车辆的最小检修单元为单位进行的必换件和偶换件的管理和配送,是现在铁路货车检修倡导的物流配送管理模式,其特点是专人管理、专人配送、按需配送、按标配送。
虽然辆份配送是一种高效精准的管理模式,但是在实际实施及自动化水平大幅跃进的今天已经出现了诸多弊端,比如需要安排专门人员参与辆份配送,配送过程的实时性一般,工人在配送过程中体力工作较重,运输中意外情况时有发生。因此为了完善这一弊端且更好的提高生产效率,自动搬运技术的实施势在必行。因为AGV(自动引导车)具有高效、环保、无人驾驶、安全稳定、自由灵活等优越性,使其成为实现物料自动搬运的最佳解决方案。
1 自动运载系统的结构组成
自动运载系统主要由AGV自动导引车、主控中心、智能运载架和自动充电系统等组成。
(1)AGV自动导引车主要负责把辆份配件从当前制动配件仓库位置输送到目标位置。AGV导引车上带有双电机举升机构,可托举起智能运载架行走。AGV导引车的主要核心部件有主控制器、操作面板、驱动系统、以太网通信模块和磁导航系统等。AGV自动导引车系统结构框图如图1所示。
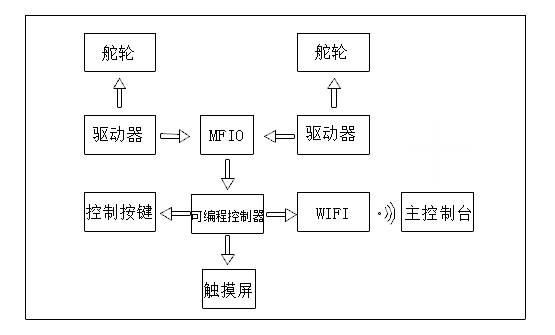
图1 AGV系统结构框图
AGV主控制器采用西门子S7-200系列PLC进行整体控制。通过PLC连接一台无线发射终端,将车辆信息及反馈信号等消息实时与主控台通信,完成对AGV的动作控制。操作面板实现人机交互功能,在AGV调试时输入及反馈指令。
驱动系统由舵轮和驱动器等组成。舵轮是电机与驱动轮一体的。驱动系统的行走电机负责驱动行走轮,转向电机负责控制行走轮转动方向,在行走部分和转向部分都有相应的反馈信号提供。驱动器集成舵轮转向角度控制和驱动电机闭环控制。
以太网通信模块提供串口转WIFI、串口转以太网、以太网转WIFI功能,能够将RS-232/485串口转换成TCP/IP网络接口,实现 RS-232/485串口与WIFI/以太网的数据双向透明传输,使得串口设备能够具备TCP/IP网络接口功能,连接网络进行数据通信,极大的延伸了AGV系统设备的通信距离。
AGV导引车采用磁条式导向模式,在车辆上装有磁导航传感器,通过磁场偏差测定控制驱动转向电机来调整车辆行驶方向。AGV导引车具有完善的安全防护功能,为了保障AGV的自身安全和周边人员安全,AGV配置了激光测距传感器,当AGV检测到前方障碍物时,会根据障碍物的远近,自动选择减速或者停车,并有信号灯指示和声音报警。
(2)主控中心位于系统总控制台,通过无线WIFI把整个系统连接起来。由于铁路货车检修车间内部厂房空间大,设备多,人员流动性强,AGV作为无人驾驶运载导引车时,需要通过无线技术将车辆与主控制台相连接,且AGV行驶距离较远,会进入一个封闭式的库房房间,因此我们利用厂房内部的全覆盖式无线WIFI来完成AGV远程通信。给每一台AGV导引车及运载架均配备一台无线WIFI发射器,将发射器连接到厂房覆盖的WIFI中,整体系统采用MODBUS通信协议,实现远程无缝对接。系统无线通信结构示意图如图2所示。
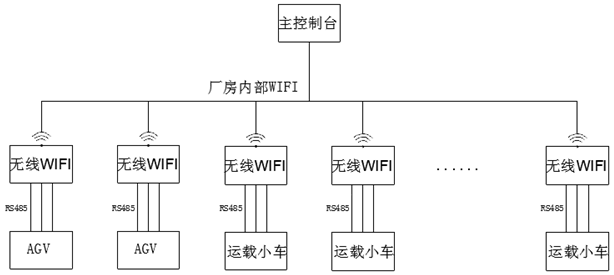
图2 无线通信结构示意图
主控中心的主要作用是监控AGV运行状态、工作状态及所处位置,并对AGV导引车进行运行参数的设置;它还监控运载架所处工位、运动状态、运行方向、最终的目标位置。主控中心还负责系统其它参数监控及其设定、报警显示、清除系统故障。主控中心是自动运载系统的大脑,它负责整个系统的调度、监控和数据处理,便于系统维护和故障排除。
(3)智能运载架即配件托架,在辆份配送中负责承载配件。根据配送配件的形状、尺寸、重量等特点,设计了合适的通用的或多种配件运载架。运载架满足存放整齐、稳固等条件,可进行快速长距离输送。智能运载架满足承重600kg,强度满足设计载重量要求。智能运载架底部还安装有4个万向轮,工作时可将运载架手动推走进行装配。
智能运载架上配有RFID电子标签定位块、呼叫按钮、指示灯及无线发射器。智能运载架配备的电池电源及无线通信系统使得它可与主控中心进行信息交互。AGV将运载架运送到位时,运载架可向主控制台发送定位信号来协助主控制台完成AGV车辆调度。
(4)AGV导引车采用48V锂电池供电,同时厂房内专用区域设置有自动充电装置。当AGV电量低时,车辆会自动检测且发出指令自动充电。AGV充电器采用下置连接触点的方式,充电接口位于AGV下部。当AGV停在充电台位时,车载充电器与地面连接触点自动上下对接吻合,充电完成后AGV驶离,连接触点自动分离。
2 工作原理及运行工艺流程
车辆配件辆份配送自动运载系统的车间现场布置和配送路线如图3所示。
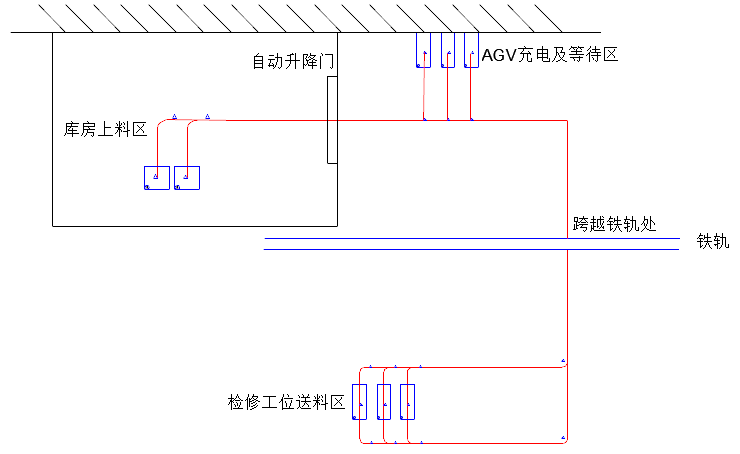
图3 车间现场布置和配送路线示意图
运行工艺流程简要说明如下:
(1)配送系统初始状态。智能运载架停靠在制动配件仓储间或检修大库的各台位上,主控中心根据运载架配备的RFID标签定位读卡器,可检测出运载架的位置与状态。AGV停靠在等待区或充电区待命,通信状态正常时,AGV显示状态为可正常工作。
(2)装载智能运载架和呼叫调度作业。此时运载架位于制动室配件上料区,工人将一辆份配件拣选出来或进行分装后放置在智能运载架上。放置完毕后按下智能运载架上的呼叫按钮,智能运载架所在的位置由库位的RFID地标标签提供序号,呼叫信号通过无线发送器发送给主控控制台。
(3)AGV导引车执行去配件仓库调度作业。主控控制台收到消息将请求工位的序号进行匹配,自动生成配送任务并开始寻找AGV车辆。当发现有空闲AGV时便将任务派送至指定的空闲AGV,AGV收到任务信号后便会执行向配件仓库相应库位前进的指令,AGV小车自动沿着磁条前进。
(4)AGV导引车执行托举运载架作业。当AGV小车到达配件仓库上料区时,AGV会自动采集库位RFID地标信息,并向主控系统传送实时坐标位置,到达指定位置后AGV小车停止,此时AGV小车已经驶入并潜入智能运载架下面。然后AGV小车自动开启升降台将运载架举升。
(5)AGV导引车承载运载架执行输送作业。AGV导引车沿任务规划路径自动开始承载运载架进行输送。AGV导引车前进至配件仓库大门时,因大门设计安装有红外检测器,AGV靠近红外检测器时,主控系统会检测到AGV靠近并自动打开大门,AGV导引车通过后大门自动关闭。AGV沿磁条轨道继续行驶到达检修大库装车台位处,AGV停车时靠地面RFID精确定位。
(6)AGV导引车自动卸载运载架和呼叫调度作业。AGV导引车停车完成后自动将智能运载架放下,智能运载架放置到地面后会触发相应工位的RFID标签,AGV自动行驶至等待位置或继续执行下一调度任务。此时工件停留在智能运载架上,工人可自行将配件取走,也可将智能运载架手动推至货车旁进行装配工作,待工作完成再将运载架推送回停车位。然后需人工点击运载架的呼叫按钮,主控中心便会自动调度AGV响应呼叫,以便调度AGV来取走智能运载架。
3 结语
车辆配件辆份配送自动运载系统投入使用后,完成以前每天8小时同等工作量只使用不到一半的时间,大大提高了工作效率和产品质量,主要表现为:
(1)信息化提升效率。AGV系统配合货车车辆检修线组装拆解,从任务开始下达,到任务实施完成,省去了人力运输,作业流程顺畅而高效,需求与配送实时性得到提高,使得现场管理效率得到了大幅提升。
(2)自动配送提升效率。配件在库房中准备完毕,现场工人只需按下按键,库房便可按照车辆指示及时选配零件,车辆自动将货物运载至检修工位。电子标签拣配系统的实施,节省了工人数量以及反复装卸的体力过程,提升生产过程的自动化程度和生产效率。
(3)自动化程度的提高促进产业发展。AGV的成功运用,也标志着铁路检修行业发展水平提升了一个高度,未来在此基础上我们还可以用AGV来替代更多的人力来工作,逐步将企业发展为无人化全自动运作的高科技企业。
参考文献
[1]石海林.铁路货车车辆检修制度探讨[J].软件,2012(9):153-154.
[2]高毅华.工厂AGV实践及运用[J].航空精密制造技术,2015(5):59-62.
[3]于国英,张涛,韩伟.AGV在现代制造车间中的应用[J].科技信息,2011(16):183-184.
[4]梁旭.浅谈AGV的制造基础[J].农家顾问,2015(2):29-30.
[5]汪达开.AGV控制系统[J].机械工业自动化,1997(3):36-38.
收稿日期:2018-08-29
作者简介:赵鹏(1984-),男,山西朔州人,神华铁路货车运输有限责任公司沧州机车车辆维修分公司助理工程师,研究方向:机械工程及其自动化。





